Wilhelm Joliet
Die Geschichte der Fliese
WESSEL`S WANDPLATTEN-FABRIK Teil 4 Fabrikation von Wandfliesen |
||||||
|
Die Technik der
Herstellung keramischer Erzeugnisse hat sich seit der Herausgabe der
Broschüre ‚Technologie der Fliesen‘ rasant verändert. Deshalb
halte ich es für wichtig, nach der Devise AUS DER VERGANGENHEIT IN DER GEGENWART FÜR DIE ZUKUNFT einen Blick zurück
zu wagen. Rohstoffe des Scherbens Bei feinkeramischen
Wandfliesen werden Tonsubstanz, Quarz und Feldspat als Rohstoffe
eingesetzt. Gelegentlich ersetzen Kalkspat, Dolomit und Kreide den
Feldspat. Die Tone
bestehen vorwiegend aus Kaolinit, Montmorillonit und Illit, die auf
geologisch sekundärer Lagerstätte gefunden werden. Kaoline liegen
auf primären Lagerstätten und unterscheiden sich äußerlich von
Tonen durch ihre weiße Farbe. Im Brand gibt die
Tonsubstanz zwischen 500 – 800° C ihr chemisch gebundenes Wasser
ab. Sie wandelt kristallin um und verfestigt sich je nach Höhe des
Brandes. Mit der kristallinen Umwandlung sind Dehnungen und
Schwindungen verbunden. Quarz
ist reine Kieselsäure. Die bekanntesten Gruben Deutschlands liegen
in der Kölner Bucht, in Bayern und Sachsen. Quarz macht im Brand
eine kristalline Umwandlung durch. Quarz dehnt sich bei 570° C
stark aus und zieht sich bei Abkühlung zusammen. Infolge dieses
Verhaltens wirkt der Quarz in keramischen Massen auflockernd.
Quarzreiche Scherben bleiben bis zu hohen Brenntemperaturen porös. Feldspat
hat frühzeitig schmelzende Alkalien als wirksame Bestandteile. In
keramischen Massen wirkt der Feldspat ab 1100°C verglasend.
Deutsche Vorkommen liegen im Hunsrück und in Bayern. Aus den Eigenschaften
der Rohstoffe ergibt sich, dass der Steingutscherben mit seinem
geringen Feldspat- und hohen Quarzanteil bei mittleren
Brenntemperaturen von etwa 1200° C porös bleibt.
Rohstoffe
und Aufbereitung der Glasuren Nach dem Mischen der
Rohstoffe werden Glasuren vorgeschmolzen und in Wasser abgeschreckt.
Das dabei entstehende Granulat bezeichnetman als Fritte. Für
eine verarbeitungsfähige Glasurmasse wird die Fritte noch mit
Kaolin, Feldspat oder Quarz versetzt und zu einer feinen Suspension
vermahlen. Diese Suspension wird durch Gießen oder Spritzen in
einer Schicht von 0,2 mm auf den keramischen Scherben aufgetragen.
Im Glasurbrand schmilzt die Glasur blank und verbindet sich mit dem
Scherben. Die Färbung der
Glasur erfolgt durch Zugabe von färbenden Metalloxiden, zum
Beispiel: Eisenoxid für gelb-brau, Manganoxid für rot-brau,
Kobaltoxid für blau und Kupferoxid für grün. Fabrikation der Wandfliesen
Bei der Aufbereitung
der Masse werden Verunreinigungen aus den Rohstoffen entfernt und
Hartmaterialien feinstens zerkleinert, sodass sie etwa in der Größenordnung
von
0 – 100 µ vorliegen. Je kleiner das Massekorn ist, umso günstiger
verlaufen die Reaktionen und umso fester wird das keramische
Erzeugnis. Man unterscheidet die
Naß-, Halbnaß- und Trockenaufbereitung. In der
Wandfliesenproduktion wird die Naßaufbereitung bevorzugt. Sie
besteht darin, dass Tone und Kaoline mit 60% Wasser in Quirlen
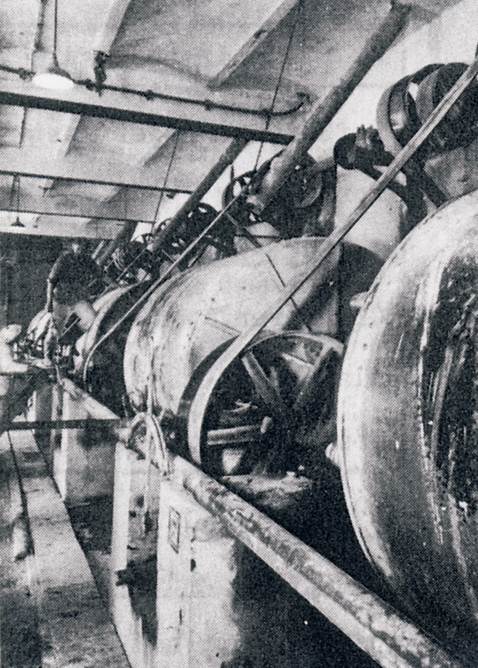
aufgeschlämmt werden. In Trommelnassmühlen werden die
Hartmaterialien Quarz und Feldspat aufgemahlen.
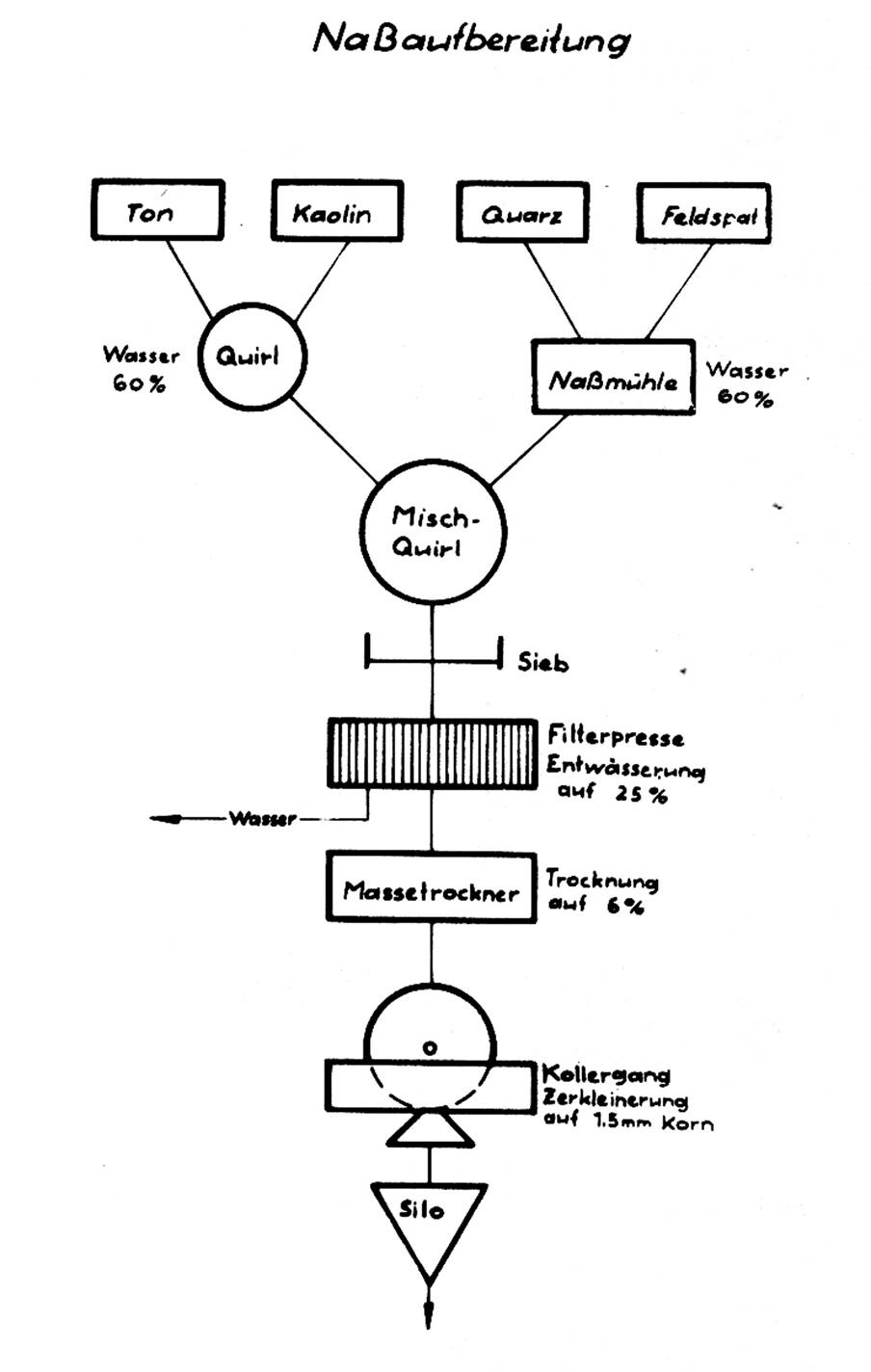
Abb. 01. Schematische
Darstellung der Nassaufbereitung in der Wandfliesenproduktion.
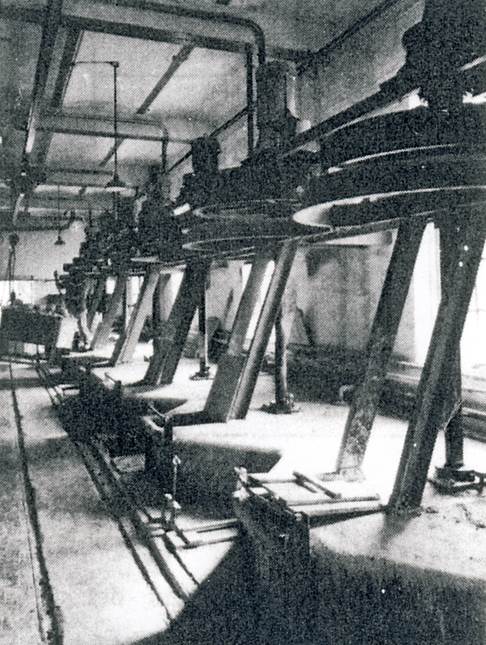
Abb. 02. Tone und
Kaoline werden mit 60% Wasser in Quirlen aufgeschlämmt.
Die Schlämme aus
Quirlen und Trommelnassmühlen werden in Mischbottischen zusammen
gequirlt und anschließend durch Siebe mit Maschenweiten von 60 –
100 µ von
Verunreinigungen befreit.
In Filterpressen wird
die Schlämme anschließend zwischen Stofftüchern bis zum
plastischen Zustand zu Filterkuchen auf etwa 25% Feuchigkeitsgehalt
entwässert.
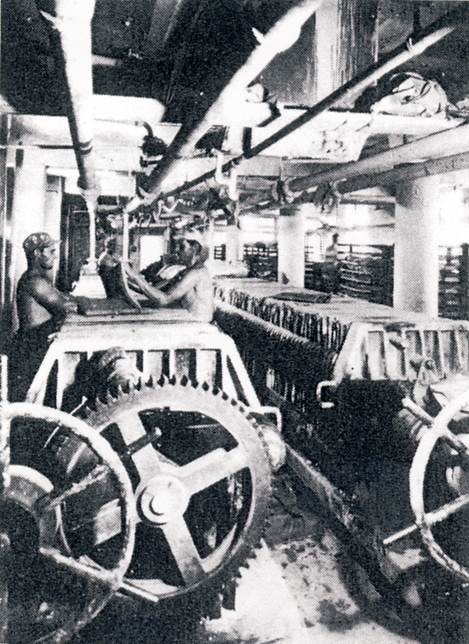
Die Filterkuchen
werden bis auf 6% Wassergehalt getrocknet und auf Kollergängen zu
einer preßfähigen Masse zerkleinert.
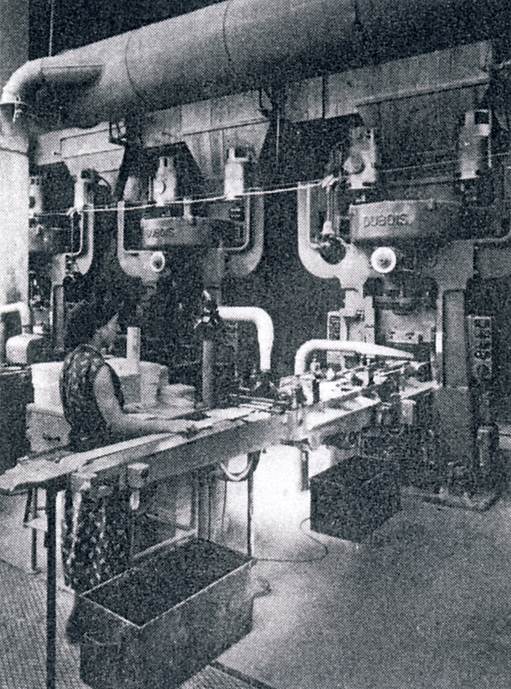
Formgebung
Die Formgebung
erfolgt durch Pressen. Die geringe Wassermenge von 6% im Massepulver
reicht aus zum Verpressen bei hohen Drücken. Dies geschieht auf
Friktionsspindel-, Kniehebel- oder hydraulischen Pressen. Der
erforderliche Druck beträgt 400 kg / cm2. Hierbei wird die Fliese
so verfestigt, dass sie in den weiteren Fabrikationsgang gegeben
werden.
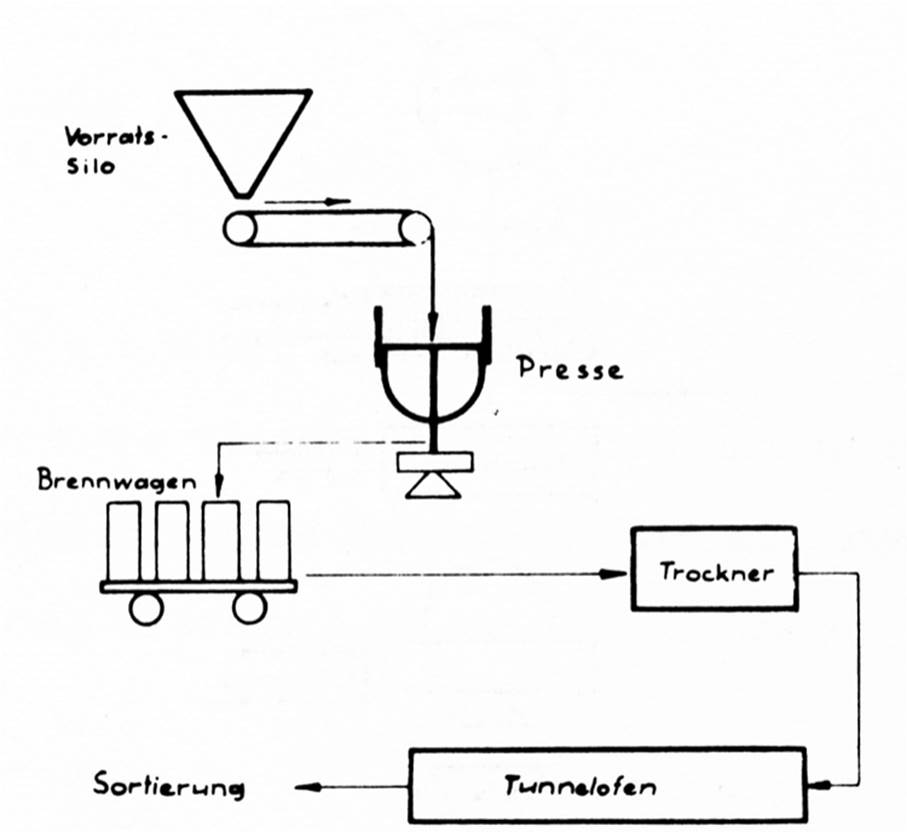
Abb. 07. Schematische Darstellung der Fabrikationsgänge von Formgebung und Biskuitbrand der Wandfliesen.
Nach der Formgebung
durch Pressen werden die Fliesen als Stöße von 1 m Höhe auf
Brennwagen gesetzt.
Die Brennwagen
durchlaufen zuerst einen Trockner in dem bei 120°C die Restfeuchte
von 6% den Fliesen entzogen wird.
Biskuit-
oder Schrühbrand des Scherbens
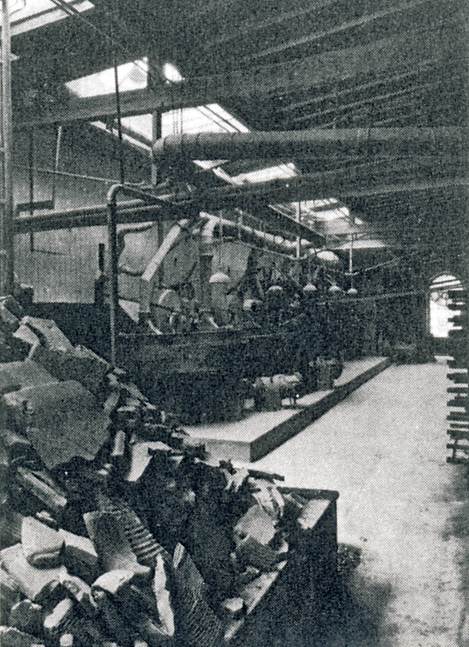
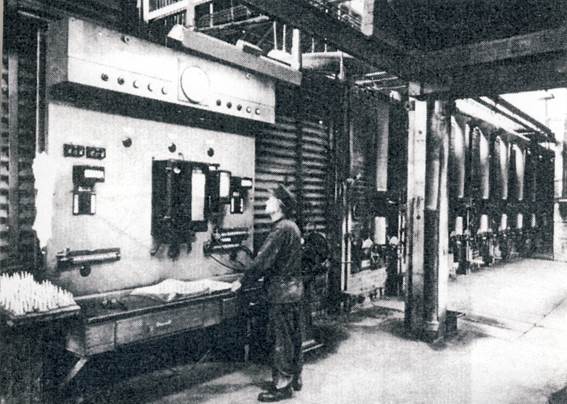
Der Brand in den
Tunnelöfen wird auf 5°C genau gesteuert. Die Schiebezeiten der
Brennwagen müssen minutengenau eingehalten werden. Am Tunnelofen
befindet sich eine größere Anzahl Meßstellen in der Vor-, Haupt-
und Kühlzone. Die Temperaturmessung erfolgt elektrisch mittels
Thermoelemente. Außerdem wird jeder Brennwagen durch Segerkegel
kontrolliert. Diese sind kleine Pyramiden aus keramischen Stoffen,
die bei verschiedenen Temperaturen schmelzen. Der Kegelfall zeigt
die Temperatur bis auf 10°C genau an. Auf Abb. 11 sieht man links
auf einem Tisch solche Segerkegel. Nach dem Biskuitbrand
wird der Bruch aussortiert. Die Fliesen sind nun fertig zum
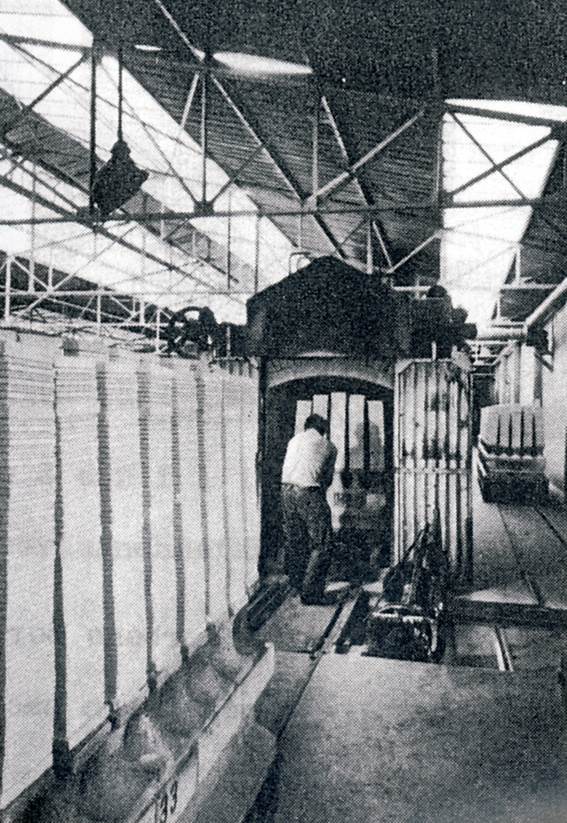
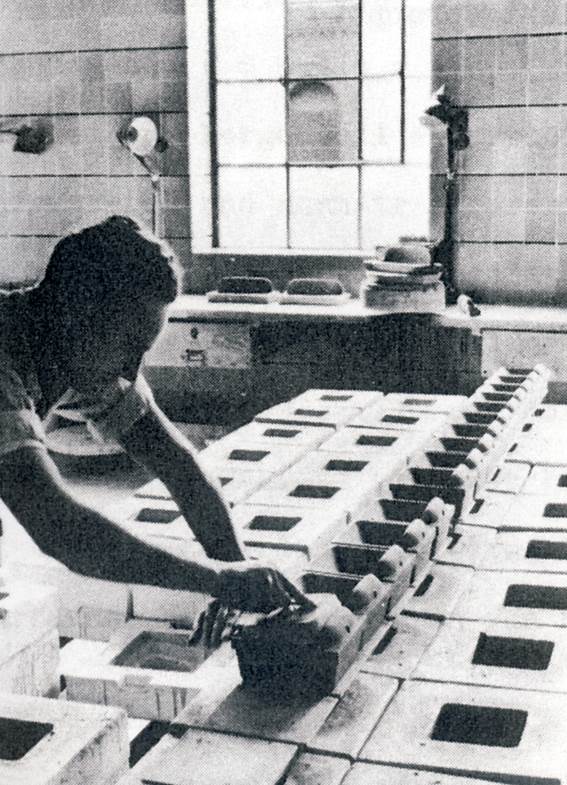
Glasieren. Glasieren
Das Glasieren erfolgt
maschinell vorwiegend im Gießverfahren. Die Fliesen laufen auf
einem Transportgurt unter einer Gießvorrichtung her. Die nass
aufgemahlene und zu einer Suspension hergerichtete Glasur fließt
aus einem schmalen Sclitz des Glasurbehälters auf die Fliese. Das
Wasser wird vom Scherben aufgesaugt und die Glasur liegt als gleichmäßige
Schicht auf dem Scherben. Eine Gießmaschine leistet bis zu 10.000
Fliesen in der Stunde. Man kann natürlich an Stelle des Gießverfahrens
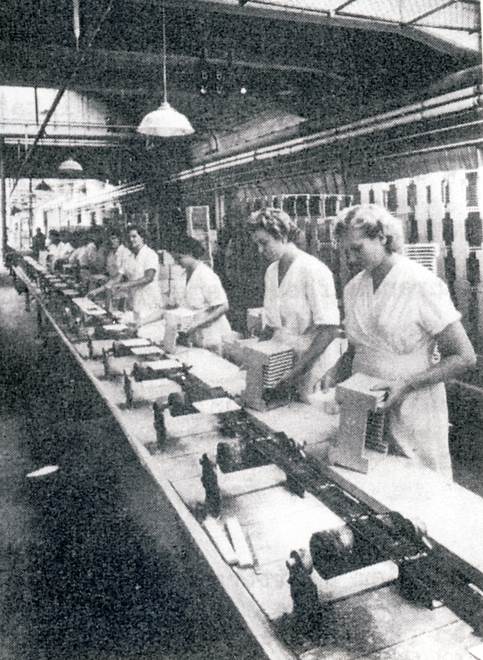
auch die Glasur auf den Scherben aufspritzen. Nach dem Glasieren
werden die Fliesen von Hand einzeln in feuerfeste Kassetten gefüllt
und anschließend zum zweiten Mal gebrannt.
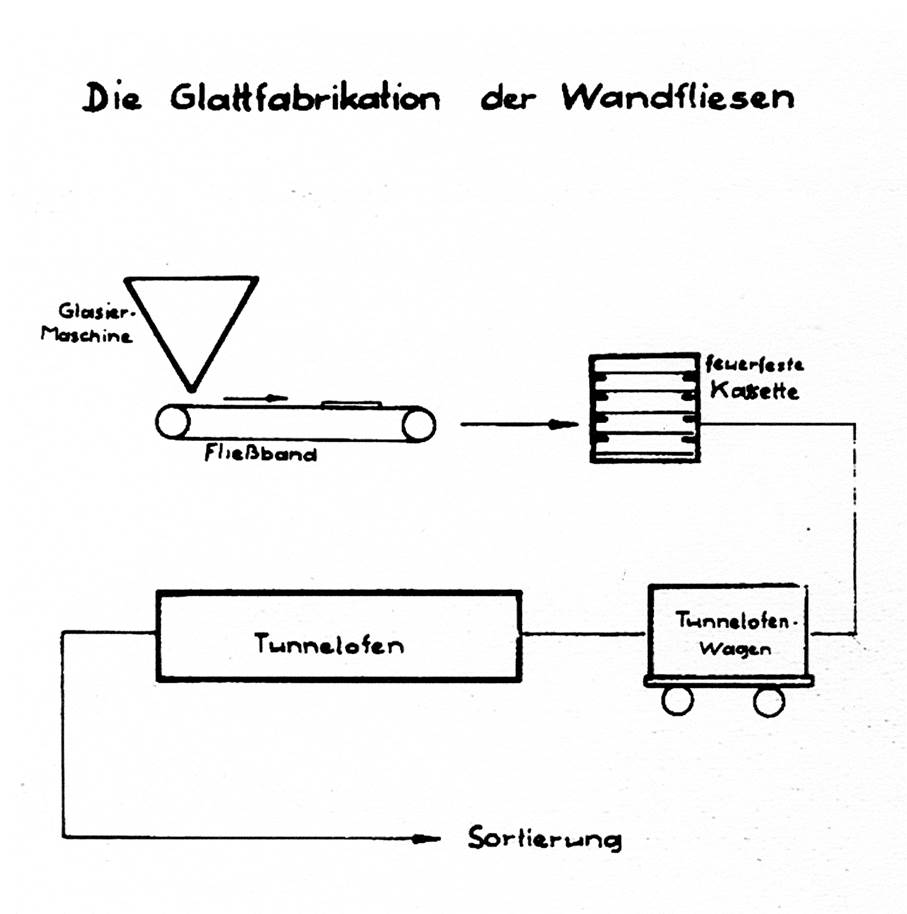
Glattbrand Nach dem Einfüllen
der Fliesen in Kassetten werden sie anschließend ein zweites Mal
gebrannt. Der Verlauf des Glattbrandes ist kürzer als der des
Biskuitbrandes. Auch die Temperatur ist niedriger, Sie beträgt
zwischen 1000°C und 1100°C. Unterscheidung
der Wandfliesen
‚Weiß‘ ‚Elfenbein‘ ‚Industrie‘ und ‚Majolika‘. ‚Weiß‘ und
‚Elfenbein‘ sind die eigentlichen Steingutfliesen, während
‚Industrie‘ eine im Halbnaßverfahren aufbereitete gröbere
Schamottefliese ist. ‚Majolika‘ ist im Handelsgebrauch der
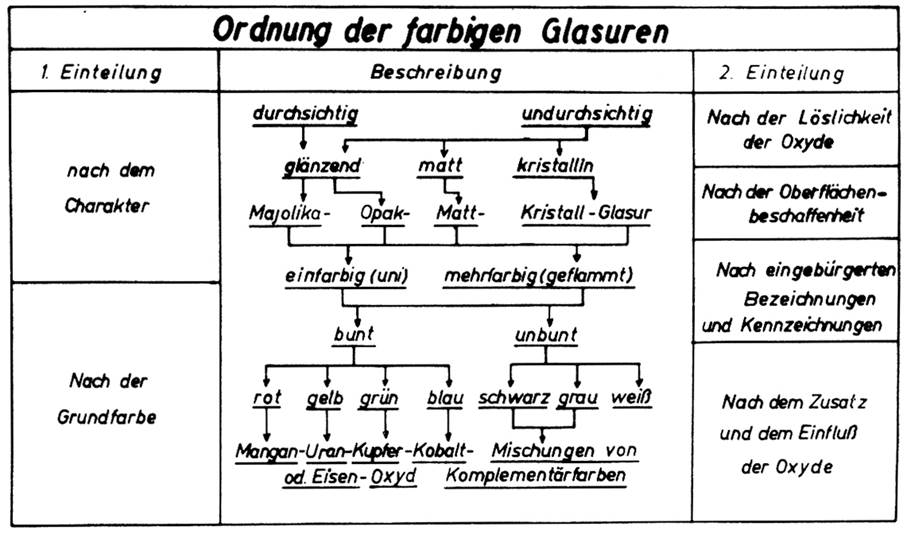
Sammelbegriff für alle farbigen Glasuren. Eine erste Ordnung
der farbigen Glasuren erfolgt über die Unterscheidung nach
Grundfarben, zum Beispiel Gelb, Rot, Blau, Grün, Grau und Schwarz. Eine weitere
Unterscheidung erfolgt nach der Oberflächenbeschaffenheit: Glänzend,
Matt und Kristallin. Dem Glasurcharakter nach unterteilt man in: Durchsichtige
Majolikaglasuren Deckende Opakglasuren Deckende
Ausscheidungsglasuren (Matt- und Kristallglasuren). Alle Glasuren können
wiederum einfarbig oder mehrfarbig gesprenkelt oder geflammt sein. Diese
Verschiedenartigkeit hat zu folgender Ordnungstabelle geführt:
Sortierung
der Wandfliesen
+
I. Sortierung □
II. Sortierung 3. Sorte
III. Sortierung Bruch wird
ausgeschieden Die I. Sortierung ist
fehlerfrei. In die II. Sortierung gelangen Fliesen mit geringfügigen
Fehlern die oft für den Laien kaum erkennbar sind. Die III.
Sortierung enthält größere Fehler. Sie ist keine reguläre
Handelsware, ist jedoch für reine Zweckbekleidungen in
untergeordneten Räumen verwendbar. In der Qualitätssortierung
erfolgt auch die Sortierung nach Größe. Die genormten Größen sind
in der DIN 18155 festgelegt. In der Großfabrikation
nuancieren unter dem Einfluß des Feuers alle Glasuren, Deshalb ist
es notwendig, auch auf Farbnuance zu sortieren. Gemeint ist die
Trennung der Nuancen innerhalb einer Glasur. Formteile Mit der Lieferung von
Wandfliesen ist die Lieferung von Formteilen untrennbar verbunden.
Sie machen allerdings andere Fabrikationsgänge durch als
Wandfliesen. Wesentlichster Unterschied: sie werden in Gipsformen
gegossen.
Die Masse wird zum
Gießen nur bis zu einem steifen Schlamm aufbereitet. Gießt man
eine solche Schlämme in eine Gipshohlform, so saugt der Gips das
Wasser aus der flüssigen Masse an. Der Massebrei steift in der
Gipsform an. Nachdem die Aussteifung bis zu einer gewissen Schichtstärke
erfolgt ist, wird der überschüssige, flüssige Brei ausgegossen.
Der Formling hebt sich infolge seiner Schwindung von der Gipsform
ab. Das gegossene Stück kann nach einer gewissen Zeit aus der
Gipsform entnommen, verputzt und poliert werden. Nach dem Trocknen
durchlaufen gegossene Formteile wie die Wandfliesen den Schrühbrand,
werden glasiert und abschließend glattgebrannt. Benutzte
Literatur aus meiner Sammlung Heide, H. „Die
Ordnung der farbigen Glasuren in der Wandplatten-und
Kachelofenindustrie“ in: Berichte der Deutschen Keramischen
Gesellschaft, Band 26/1949 Heide, H.
„Farbenharmonien bei Fliesenbelägen“ in: Fliesentaschenbuch
1953, Bauverlag Wiesbaden Heide, H.
„Grundlagen für die schöne Raumgestaltung durch Fliesen“ in:
Fliesentaschenbuch 1954, Bauverlag Wiesbaden Heide, Hans, Direktor
und Ebel, Horst, Dipl. Chem., ‘Technologie der Fliesen‘, Broschüre
im Eigenverlag der Wessel-Werk GmbH (Bonn, ca. 1959) Lehmann, Prof.
Dr.-Ing. H. „Technologie der Wand- und Bodenfliesen“ in:
Fliesentaschenbuch 1953, Bauverlag Wiesbaden Salmang, H. „Die
Keramik“, Springer-Verlag, Berlin 1954 Wolfenter, H.
„Fliese, ein altes deutsches Wort“ in: Fliesentaschenbuch 1953,
Bauverlag Wiesbaden
WESSEL’S
WANDPLATTENFABRIK Bisher
erschienen auf meiner Homepage:
Teil 2 Teil
3 Die Wandplatte in ihrer Entstehung und Verwertung
Teil 5 TEIL 6 TEIL 7 TEIL 8
|
||||||