Wilhelm Joliet
Die Geschichte der Fliese
|
Die
Wandplatte in
ihrer Entstehung
und Verwertung. Mit Berücksichtigung der Fussbodenplatten Platten
und Verblender des Plattenversetzens
und -Legens unter Hinweis auf alle technischen
Schwierigkeiten. Praktisches
Handbuch für
das Plattenfach-, Töpfer- und Baugewerbe. Leicht fasslich nach langjährigen Erfahrungen dargestellt von Anton
Hüttl Verlag der Glogauer Druckerei, G.m.b.H.
Inhalts -Verzeichnis Einleitung Rohmaterialien Massen Presserei Einsetzen
und Rohbrand Glasieren Die
Glasuren Ein-
und mehrfarbige Platten Druckerei Schablonierte
Platten Bemalte
Platten Glattbrand Lager Die
Verwertung der Wandplatten Versetzen
der Platten Frostsichere
Platten und Verblender Fussbodenplatten Verlegen der Bodenplatten Einleitung Die
Wandplattenfabrikation, die heute in den keramischen Branchen
infolge der vielseitigen Verwendung dieses Fabrikats eine bedeutende
Rolle spielt, verdient es, dass sie durch eine entsprechende
Abhandlung wie auch diverse andere keramische Erzeugnisse gewürdigt
wird. Der Verbrauch der Wandplatten im Baufach ist heute ein
bedeutender; derselbe kann jedoch noch wesentlich gesteigert werden,
wenn diesem Fabrikat noch mehr Interesse zugewendet wird, als es
bisher schon geschehen ist, speziell in der Verwertung desselben. Während
man die Wandplatte noch vor wenigen Jahren nur ausschliesslich für
den heimischen Markt fabrizierte, ist sie jetzt bereits ein viel
genannter Exportartikel und die Ausfuhr hat in einer verhältnismässig
kurzen Zeit eine ziemliche Höhe erreicht. Wir
wollen jedoch den Export der Wandplattenfabrikate in diesen
Abhandlungen nicht besonders berühren und unser Interesse für
dieselben auf den Absatz und die Verwertung im heimischen Lande im
Allgemeinen richten. Dass
in der Wandplattenfabrikation heute hervorragendes geleistet wird,
das beweisen die grossen Schöpfungen in dieser Fabrikation und in
ihrer Verwertungstechnik. In
der kurzen Spanne Zeit von etwa zwei Dezennien hat sich dieses
Fabrikat, dank des unermüdlichen Schaffens seitens der Fabriken,
ein unbegrenztes Absatzgebiet errungen und durch immer intensiveren
Ausbau der Fabrikationstechnik gesichert. Die
Entwickelung der Fabrikation war in den Jahren der Entstehung nur
eine langsame, man hat sich gewissermassen gefürchtet, die
Fabrikation auf ein continuierliches Niveau zu konzentrieren, weil
sich jeder Fabrikant bewusst war, welche Schwierigkeiten die
Herstellung von Wandplatten bieten kann, denn diese Fabrikation hat
anderen Fabrikationen in der keramischen Branche inbezug auf
technische Schwierigkeiten viel zu bedeuten. Es stellen sich
zuweilen Hindernisse in den Weg, die nur mit Aufbietung einer
besonderen Energie einerseits und einer durchgreifenden ruhigen aber
zielbewussten Arbeit andererseits, genommen werden können. Jedes
Fabrikat ist eher zu verwerten, wenn es Fabrikationsfehler aufweist
und der Scherben nicht von der entsprechenden Eigenschaft ist,
jedoch die Wandplatte kann vollständig wertlos sein, wenn sie nicht
die Eigenschaften besitzt, die sie besitzen muss. In den
eigentlichen Entstehungsjahren der Wandplatten, stellte man an deren
Eigenschaften die Anforderungen in kleinerem Umfange, weil man die
Platten inbezug auf die Verwertungsfähigkeit noch nicht so zu
beurteilen wusste. Im Laufe der Jahre wurden die Anforderungen, die
man an das Plattenfabrikat stellte, immer grösser und die Kritiken
immer schärfer, teils begründet und teils unbegründet und heute
gehen dieselben schon ins Unendliche. Was
die Verwertung der Wandplatten in ihren Entwicklungsjahren
anbelangt, so war dieselbe ebenfalls nur mehr oder weniger eine
einseitige. Man führte Wandbekleidungen mit Fliesen weniger der
guten Eigenschaften des Fabrikates in sanitärer Hinsicht und
Dauerhaftigkeit aus, sondern mehr der dekorativen Wirkung wegen. Im
Allgemeinen fand man, was ja heute nicht selten vorkommt, die
Fliesenwandbekleidung zu kostspielig. Die hohe Bedeutung der
Wandbekleidung mit Fliesen wusste man noch nicht so zu schätzen, wie
sie heute geschätzt wird, speziell von denjenigen Volksschichten,
die sich von der Güte der Fliesenwandbekleidung überzeugen
konnten. Ein
halbes Menschenalter kann unter Umständen eine Wandbekleidung mit
Fliesen bestehen, wenn sie nicht durch irgendwelche Ereignisse oder
sonstiger ungünstiger Verhältnisse sehr zu leiden hat. Auf viele
Jahre hinaus fallen für die betr. Wandflächen die manchmal nicht
unbedeutenden Renovierungskosten fort, die Anschaffungskosten sind
nur einmal, wenn auch hin und wieder im Preise verschieden, billiger
oder teuerer, was aber kaum ins Gewicht fallen kann, wenn man den
Wert der Wandbekleidung berücksichtigt. Vor
allem bietet u. a. die Fliesenwandbekleidung eine unbestrittene
Sauberkeit, was schon in hygienischer Beziehung von Bedeutung ist
und ganz besonders wichtig ist sie in solchen Räumen, in denen
Lebensmittel zubereitet, aufbewahrt oder zum Verkauf gebracht
werden. Mit
einem etwas feuchten Lappen kann die Fliesenwand in kurzer Zeit und
ohne grosse Mühe gereinigt werden. Es entwickelt sich dabei natürlich
kein Staub wie bei der Reinigung von Wänden auf trockenem Wege
durch Abkehren etc. Die Gesundheit ist dadurch weniger gefährdet
und die Esswaren etc. in den betr. Räumen sind vor Staub geschützt. Infolge
der vielen guten Eigenschaften dieses Fabrikates und in Rücksicht
auf dessen von Behörden und Baufachleuten anerkannten praktischen
Wert, hat sich dasselbe in kurzer Zeit ein unübersehbares
Absatzfeld geschaffen. Durch
das unermüdliche Wirken und Schaffen von Neuerungen und
Verbesserungen in der Fabrikation und des Fabrikates an sich, hat
man dem Baufachmann ein Material in die Hand gegeben, das sich in
jeder gewünschten Weise für dekorative wie technische Zwecke
verwenden lässt. Um
denjenigen Volksschichten, die für den Verbrauch der Wandplatten in
Frage kommen, die Schwierigkeiten der Wandplattenfabrikation
darzustellen im Besonderen, habe ich mir zur Aufgabe gemacht, alle
die vorkommenden Arbeiten von dem rohen Material bis zur fertigen
angesetzten Platte zu schildern. Würde
man in den Verbraucher-Kreisen der Wandplatten die Bedeutung der
Herstellung dieses Fabrikates einigermassen kennen, so würden
zweifellos die Bemängelungen, die heute an der Tagesordnung stehen,
weniger Platz greifen und das Arbeiten würde dadurch ein viel
angenehmeres sein. Viele in den Winden verhallende
Auseinandersetzungen blieben dabei dem Fachmann beim Verkauf der
Waren und deren Verwertung sicher erspart. Wer
die Fabrikation der Wandplatten kennt oder wenigstens einigermassen,
wird beim Einkauf oder der Verwertung derselben keinen so genauen
Massstab anlegen wie derjenige, dem die Herstellung und der
Werdegang der Platten in der Fabrikation bis zum Verbrauch unbekannt
sind. Dieses
Werkchen ist daher zum Zwecke einer besseren Wendung am
Plattenmarkte, wie auch als Lehr- und Nachschlagebuch geschaffen und
ist es der Wunsch des Verfassers, dass die darin enthaltenen
Darstellungen zum Nutzen der Allgemeinheit gereichen mögen. Rohmaterialien Die
bei der Fabrikation zur Verwendung kommenden Rohmaterialien sind in
erster Linie als besonders wichtige Faktoren anzusehen. Sie spielen
hierbei eine sehr wesentliche Rolle und hängt von deren
Beschaffenheiten und Wertigkeiten im Allgemeinen der Ausfall der
Ware ab Aus
minderwertigen Materialien können logischerweise wieder nur
minderwertige Fabrikate hergestellt werden Ein
Werk, dem daran gelegen ist, ein erstklassiges Fabrikat auf den
Markt zu bringen, wird auch in der Wahl der Rohstoffe und der übrigen
bei der Fabrikation in Frage kommenden Materialien vorsichtig sein
und nur diese Stoffe verwenden, deren Beschaffenheiten und
Wertigkeiten gute Erfolge gewährleisten und entweder auf Grund
einer chemischen Untersuchung oder zum mindesten durch vorheriges
sachgemässes Ausprobieren genügend bekannt sind. Die
bezüglichen Materialien sind zuweilen in ihren Wertigkeiten so
verschieden, dass Fehlgriffe oder ungenügende Kenntnis derselben,
bedeutende Verluste zur Folge haben können. Besonders
ist auf die bei der Fabrikation zur Verwendung kommenden Tone das
Augenmerk zu richten. Dieselben können beispielsweise zu viel
Fettgehalt besitzen, was ev. ein Reissen der Platten beim Trocknen
oder im Brande verursachen kann. Die
Tone können in anderer Weise wieder ungünstig beschaffen sein,,
indem sie vielleicht zu mager sind, möglicherweise nicht die nötige
Bindefähigkeit besitzen oder sie neigen zu erheblichen Schwindungen
beim Trocknen wie im Brande. Ein kalkhaltiger Ton würde sich für
die Plattenfabrikation ebenfalls nicht eignen. Unpassende
Tone können in der Fabrikation bedeutende Schäden verursachen. Die
Fehler, die sich hin und wieder in den Fabrikaten zeigen, sind
jedoch nur mit Mühe und in der Regel erst nach längeren Versuchen
und Proben zu beseitigen. Die Verwendung ungeeigneter Rohstoffe rächt
sich manchmal sehr. Was
die Wertigkeiten der Tone zunächst anbelangt, so nehmen eigentlich
die englischen Tone die erste Stelle ein, da sie erfahrungsgemäss
in der Fabrikation am zuverlässigsten sind und trotz der hohen
Preise wegen von verschiedenen Werken gern verwendet werden. Sodann
kommen als besonders gute Rohstoffe die Meissner Tone in Betracht,
beliebt sind u. a. auch die Westerwälder Tone, ferner die Pfälzer
und die Colditzer Tone. Als Zusatz für diese Tone bei der
Fabrikation sind die Egertone sehr beliebt, die auch infolge der
hohen Bindefähigkeit fast in den meisten Betrieben verwendet
werden. Welche
Tone von den vielen Arten und Provenienzen, die sich für die
Wandplattenfabrikation eignen, am meisten Verwendung finden, lässt
sich schwer feststellen. Eine
Sorte Ton lässt sich natürlicherweise nie allein verwenden, es
macht sich stets ein Zusatz von dieser oder jener Sorte nötig, um
die passende Komposition zu erhalten. Teils macht sich ein Zusatz nötig,
um der Komposition etwas Fettstoff zuzuführen oder um eine Magerung
zu erzielen und schliesslich um die Tönung der Fabrikate etwas zu
erhöhen oder zu. dämpfen, was die weissen Platten besonders
anlangt. Bei
der Verwertung der Platten wird man Gelegenheit haben wahrzunehmen,
dass die diversen Fabrikate in der Tönung verschieden sind. Das
eine Fabrikat zeigt eine milchweisse, das andere wieder eine
gelbliche und das dritte wieder eine ausgesprochene gelbe Farbe
bezw. Tönung. Hieraus geht deutlich hervor, dass in der Fabrikation
verschiedene Tone Verwendung finden. Die
Tönung der Platten hat im Verbrauch nicht viel zu bedeuten, nur
sind die Geschmäcker zu verschieden. Der eine Konsument liebt die
weisse Platte, während der andere wieder für die gelbliche oder
ganz gelbe Farbe interessiert ist. Die
Ansichten inbezug auf die Farben der Wandplatten sind sehr
verschieden. Der eine Käufer oder Baufachmann behauptet, die
Wandplatte müsse ganz weiss sein, während ein anderer sich
dahingehend äussert, dass die Farbe der Wandplatte etwas in's
gelbliche übergehen soll, damit sie von der weiss getünchten Wand
etwas mehr hervortritt, sodass der Belag mehr zur Geltung kommt.
Welche Meinung zunächst unterstützt werden könnte, darüber lässt
sich nicht viel reden, jedenfalls wäre diese Ansicht, dass die
Platte in der Farbe mehr gelblich sein soll, als massgebend zu
betrachten. Vom
fachmännischen Standpunkt aus spielt die Tönung keine Rolle,
sondern es ist nur wichtig, dass die Platte die Eigenschaften
besitzt, die sie als gutes brauchbares Material besitzen soll. Ein
wichtiger Punkt in der Fabrikation ist der, dass die Farben der
Platten nicht zu erheblich differieren und die Sortierungen nicht zu
viele Farbenabstufungen ergeben. Farbenabstufungen
sind in der Fabrikation nicht zu vermeiden, weil der Stand der
Platten in dem Ofen, sowie auch das Feuer diese mehr oder weniger
verursachen kann. Angelegen muss es sich der Fabrikant immer sein
lassen, dass die Farbenabweichungen in eine bestimmte Norm beschränkt
werden und bei genügender Aufmerksamkeit lässt sich auch vieles
erreichen. Diese
erheblichen Farbenabstufungen können auch durch nicht geeigneten
oder nicht genügend abgelagerten Ton hervorgerufen werden. Es ist
daher unumgänglich notwendig, über die Verwendung und Ergebnisse
der Rohstoffe sich ständig Notizen zu machen und alle die
Vorkommnisse und Ergebnisse zu journalisieren. Hat man eine passende
und gebrauchsfähige Komposition ermittelt, so muss dieselbe auch
festgehalten werden, denn jede Neuerung ist immer mit Risiko verknüpft. Sehr
zweckmässig ist es, wenn man die eingehenden Rohstoffe in
gesonderten Abteilungen des Lagerraumes absetzt und den
Eingangsdatum entsprechend vormerkt. Zur Fabrikation werden dann nur
diese Tone verwendet, die das älteste Eingangsdatum tragen. Auf
diese Weise hat man stets eine Kontrolle und sofern sich eine der
vorerwähnten Erscheinungen bemerkbar machen sollte, deren Ursache
in den Rohstoffen zu suchen wäre, ist man eher in der Lage, den
richtigen Weg zur Abhilfe einzuschlagen. Besonders
empfehlenswert ist es, in gewissen Zeitabschnitten eine Untersuchung
der Rohstoffe vorzunehmen oder vornehmen zu lassen. Nicht
allein die Tone sind für die Fabrikation in ihren Wertigkeiten
ausschlaggebend, sondern auch die bei dem Versatz der Masse zur
Verwendung kommenden Mineralien, wie Quarze und Feldspate, denn
dieselben werden hin und wieder in zu differierenden Qualitäten
geliefert. Vor
allen Dingen muss dieses Material rein sein, was aber zuweilen nicht
der Fall ist. Bei Eingang dieser Stoffe müssen sie stets geprüft
werden, um nicht in der Fabrikation Schwierigkeiten begegnen zu müssen. Neben
verschiedenen schmutzigen Stoffen können die Quarze und Feldspate
auch den in der Fabrikation sehr gefürchteten Eisenstein enthalten,
der nur schwer daraus zu entfernen ist, am allerwenigsten dann, wenn
sie in gemahlenem Zustande bezogen werden. Bei
Bezug der Quarze und Feldspate in Stücken, was nur in grossen
Betrieben der Fall ist, kann man den Eisenstein möglicherweise
entfernen lassen. Es ist dieses jedoch eine sehr umständliche und
zeitraubende Arbeit. Ein lohnender Erfolg ist bei dieser Arbeit aber
nur selten zu verzeichnen, weil man nicht jedes Stück untersuchen
kann. Die Stücke sind vielleicht äusserlich rein, innen aber können
sie mit Unreinheiten behaftet sein. Ein
Waschen des Materials wäre nur dann angebracht, wenn es sich bloss
um Schmutz handeln würde, kommt jedoch Eisenstein in Frage, so
steht man in der Regel vor einer Aufgabe, die nur schwer zu lösen
ist. Der
Bezug von Stückmaterialien bezieht sich wie gesagt lediglich nur
auf die bedeutenden Werke, die über geeignete Anlagen für die
Zerkleinerung und Mahlung derselben verfügen. Für kleine und
mittlere Betriebe empfiehlt es sich, diese erwähnten Mineralien in
gemahlenem Zustande zu beziehen. Man hat in letzterem Falle eher die
Gewähr, ein gutes Material zu bekommen, wenn beim Einkauf die nötige
Vorsicht vorhanden ist. Sodann
wären als Zusatzmaterialien bei den Massekornpositionen noch die
Caoline, wie auch die Kreiden zu erwähnen. Die
Beschaffenheit der Kreide, die aber nicht bei jedem Versatz
Verwendung findet, ist weniger von Bedeutung, um so grösserer Wert
ist jedoch auf die Qualität des Caolins zu legen. Von
den Caolinen stehen der Fabrikation sehr viel gute und erprobte
Qualitäten zur Verfügung. Als
edelstes Material wäre der englische Caolin (China clay) zu berücksichtigen,
allerdings stellt sich derselbe durch die hohen Frachtkosten
ziemlich teuer. Als Ersatz für China clay wäre der
Zettlitzer Caolin zu empfehlen, da er mit ersterem gleichwertig, (2
Si O2, A12 Os, 2 H2 O), und in den gesamten keramischen Betrieben
als erstklassig bekannt ist. Von besonderer Güte sind dann noch die
Kemmlitzer und Börtewitzer Caoline u. a. m. Massen. Die Herstellung einer Steingutmasse für die
Wandplattenfabrikation ist an sich nicht schwierig, jedoch liegt
dabei der Schwerpunkt darin, dass die Masse die richtige
Beschaffenheit besitzt und Masse und Glasur zusammen passen. Passen
Masse und Glasur nicht zusammen, so steht man vor Schwierigkeiten,
die nur mit grosser Mühe zu beseitigen sind. Die Masse darf zunächst
nicht zu erheblich schwinden beim Trocknen, wie im Brande, damit die
Fabrikation nicht zu verschiedene Grössen ergibt. Die Masse darf
auch nicht zum Krummziehen neigen, diesen Uebelstand bringt das
Feuer schon allein mit sich, ist die Masse dafür auch geschaffen,
so steigern sich die Differenzen bei den Brandergebnissen um so
bedeutender. Eine
gute Masse kann aus einer Komposition von: Englisch
Borkley (schwarz), Stone, Quarz, Caolin geschaffen
werden. Um
der Masse eine grössere Härte zu geben, kann eventuell Stone in
Wegfall kommen und dafür ein Zusatz von Feldspat treten. Kommt
diese Masse von englischen Materialien zu hoch zu stehen, so lässt
sich eine wesentliche billigere Komposition durch einheimische
Materialien erzielen und zwar aus einer Zusammensetzung von:
Meissner Ton, Egerton (schwarz), Quarz, Caolin. Um
die Schwindung der Masse auf eine gewünschte Norm zu beschränken,
ist es zu empfehlen, der Komposition einen Teil Kreide zuzusetzen. Die
Massen lassen sich wohl bei anderen Fabrikaten wie Geschirr,
Ofenkacheln und dergl. m., präzise angeben, jedoch bei den
Wandplattenmassen wäre dieses ganz zwecklos, weil ein jedes Werk
darauf angewiesen ist, die Massen nach den jeweilig gegebenen Verhältnissen
zu bestimmen. Die vorerwähnten Angaben sollen daher nur als
Anhaltspunkte bezw. als Beispiele gelten. Die
Zubereitung der Masse kann nach verschiedenen Methoden erfolgen und
diese richten sich wieder nach dem Umfang des Betriebes und dessen
maschinellen Anlagen. In
den meisten Betrieben erfolgt die Massezubereitung in folgender
Weise: Die
genügend abgetrockneten Tone werden entweder auf den Steinbrecher,
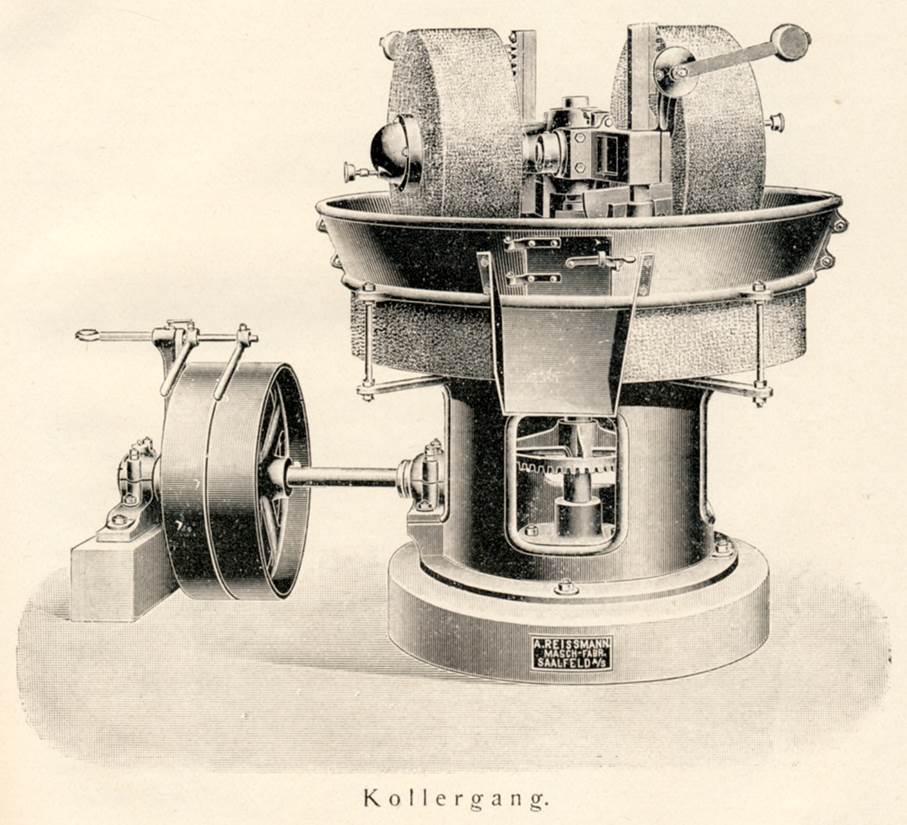
Tonwolf oder am Kollergang zerkleinert. Für die
Wandplattenfabrikation kommt hauptsächlich der Kollergang in
Betracht, zur Zerkleinerung der fetten Tone eventuell auch der
Tonwolf. Diese
Kollergänge werden heute in grosser Vollkommenheit für
verschiedene Spezialfabriken hergestellt u. a. von den Firmen
Jakobiwerk, Meissen, Dorst, Oberlind & A. Reissmann, Saalfeld. Wir wollen unser Interesse zunächst den
Reissmann'schen Kollergängen zuwenden, weil dieselben besondere
Neuheiten und gute Eigenschaften aufweisen, wiewohl auch die
Maschinen der noch erwähnten Fabriken ebenfalls sehr praktisch
gebaut sind.
Die Läufer der Mahlbahn bestehen entweder von
Hartguss oder Granit. Für die Wandplattenfabrikation kommen
speziell die Kollergänge mit Granitläufer in Betracht, weil man zu
vermeiden sucht, die Materialien möglichst wenig mit Eisen in Berührung
zu bringen. Die
Läufer bewegen sich auf der Mahlbahn nicht nur rollend, sondern
auch gleitend, und üben auf die zur Vermahlung kommenden
Materialien, sowohl eine zerdrückende, als auch eine zerreibende
Wirkung aus. Sie bewegen sich auf zwei von einander abhängenden
Kurbelachsen, wodurch sich dieselben beliebig heben und senken können,
sodass sie eine gleichmässige Abnutzung und grössere Leistung
bewirken. Das
zerkleinerte Material wird mit den weiteren rohen Stoffen, wie
Kreide oder Caolin vermischt und den Trommelmühlen, die neuzeitlich
überall zu finden sind, aufgegeben. Sie laufen auf den Mühlen etwa
8 Stunden. Die übrigen Materialien, die ja bereits schon fein
gemahlen bezogen werden, wie bereits vorher erwähnt, werden in
Bottichen mit vertikalem oder horizontalem Rührwerk aufgeschlämmt
und sodann vermittels der Pumpen dem Ton zugeführt und das Mahlgut
läuft dann noch etwa 6-8 Stunden. Nach beendeter Mahlung wird die Masse
abgelassen, die zunächst ein Klopfsieb passiert, und gelangt
hierbei in ein tiefer liegendes Bassin. Von diesem Bassin wird dann
die Masse durch Pumpen in ein höher liegendes Vorratsbassin mit
einfachem Rührwerk geleitet. Sodann geht die Masse durch mehrere
Siebe u a, auch durch den Siebzylinder und gelangt zuletzt
vermittels der Membranpumpe in die Filterpresse.
Um Eisenteilchen, die sich in der Masse
befinden können, aufzufangen, hat man unter die Siebe meist 2
Magnete abwechselnd angebracht. Ob jedoch diese Magnete ihre
gedachten Zwecke erfüllen, ist sehr fraglich, denn mit
Metallteilchen hat man weniger zu rechnen, weil die betreffenden
Maschinen neuzeitlich so gebaut sind, dass die Masse mit Eisen
direkt weniger in Berührung kommt, wenigstens nicht derart, dass
irgendwelche Absplitterungen von Metall durch die Kugelsteine zu befürchten
wären. Würden
die Magnete Eisenstein anziehen, so wäre ihre Anbringung begründet,
da dieses jedoch nicht der Fall ist, so werden sie so gut wie
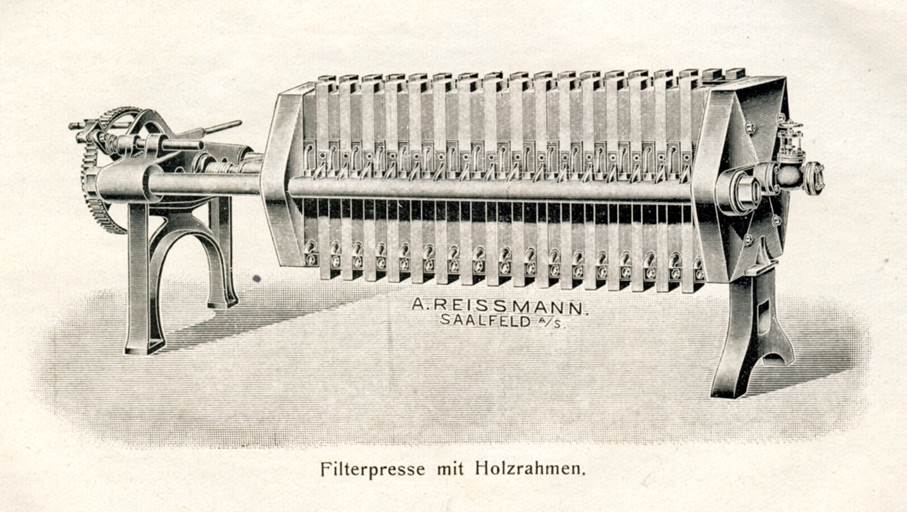
illusorisch. Die
vorerwähnten Filterpressen, die in jedem keramischen Betrieb mit
Schlämmereianlage zu finden sind, machen sich auch in der
Wandplattenfabrikation unentbehrlich. Diese
Filterpressen bestehen aus einer Reihe von Kammern, welche zwischen
einem fest stehenden und beweglichen Kopfstück eingeschaltet sind. Durch
eine Verschlussschraube wird letzteres angepresst, sodass die sämtlichen
Platten, zwischen denen die Drelltücher hängen, nach aussen
abgedichtet werden. Die
Masse ergiesst sich in die einzelnen Kammern zwischen die Filtertücher
und es erfolgt durch den nachwirkenden Druck der Pumpe resp. der in
einem Montejus aufgesammelten Luft in allen Kammern gleichzeitig
eine Scheidung der Flüssigkeit von den festen Bestandteilen, wobei
erstere die Filtertücher durchdringt und durch geeignete Kanäle
zwischen den Filtertüchern klar abfliesst. Die zurückbleibenden
festen Bestandteile dagegen bilden an den Kammern zwischen den
Filtertüchern feste Kuchen. Nach
beendetem Pressen wird das bewegliche Kopfstück gelöst und die
Kuchen werden durch Ausheben der Rahmen und Abstreichen der Filtertücher
herausgenommen. Diese
Kuchen werden sodann auf geeigneten Transportwagen in die
Trockenkammer transportiert. In
dieser Trockenkammer, die mit Dampfschlagen versehen ist, werden die
Kuchen bei etwa 40-45° Hitze getrocknet. Hierbei ist besonders
darauf zu achten, dass die Trocknung nur langsam erfolgt, die Kuchen
müssen deshalb in einen Vorraum zuerst abgesetzt werden. Ein zu
schnelles Trocknen bringt Schäden mit sich, weil in einem solchen
Fall die Trocknung ungleichmässig erfolgt. Die Kuchen würden
aussen trocken, innen aber noch feucht sein. Nachdem die Massekuchen
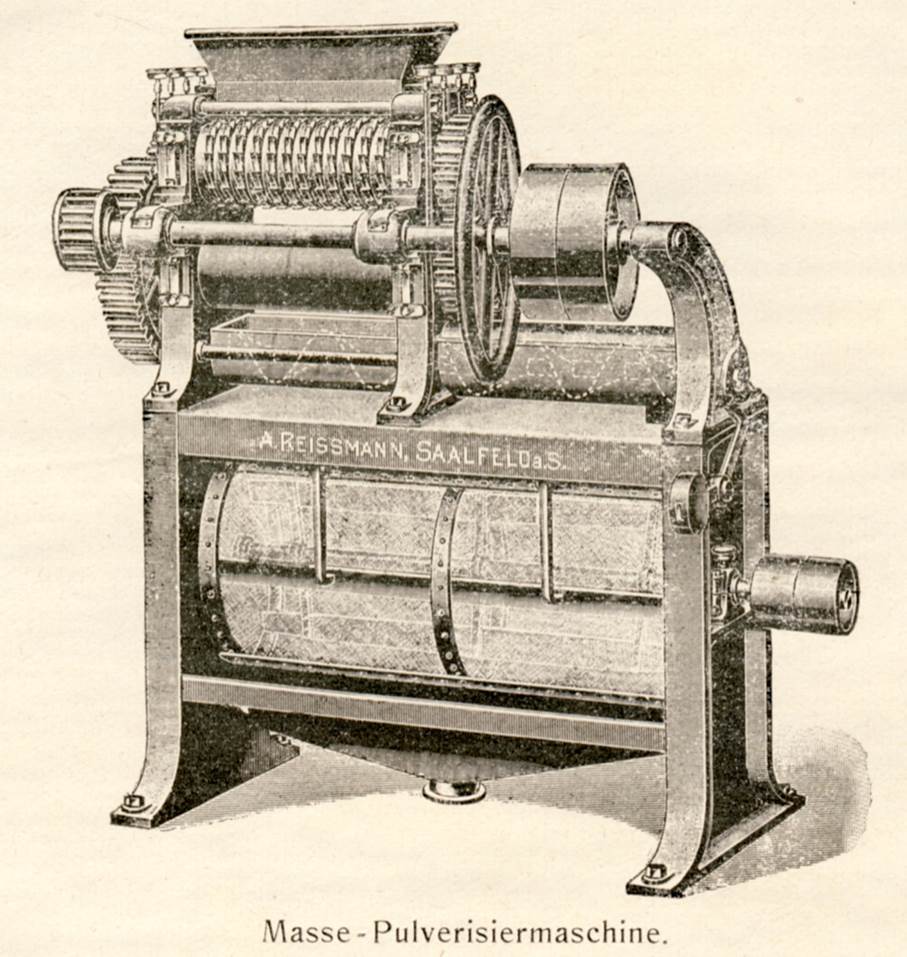
genügend abgetrocknet sind, erfolgt die Pulverisierung derselben. Man
findet für diesen Zweck verschiedene maschinelle Vorrichtungen, am
häufigsten jedoch die Reismann'sche Pulverisiermaschine im
Gebrauch. Dieselbe wird in 2 Ausführungen geliefert und zwar: Mit
eisernem Gestell, doppeltem Walzwerk (Zahn-und Glättwalzen),
Transportschnecke und Siebzylinder mit Klopfzeug und dieselbe
Maschine mit Holzgestell und einfachem Walzwerk. (14)
Das zu pulverisierende Material wird in dem
Trichter aufgegeben und passiert dann das Walzwerk mit dem
Siebzylinder. Vermöge der Zentrifugalkraft, welche die schnell
laufenden Flügel ausüben, wird das zerdrückte Material gepackt
und gegen das mit geeignetem Gewebe bespannte Sieb geschleudert,
dabei abgesiebt und gelangt so in den unterliegenden Sammeltrichter.
Das Untergestell ist staubdicht hergestellt und das Walzwerk nach
allen Seiten verkleidet. Das
Pulverisieren der Masse erfordert sehr sorgfältiges Arbeiten, weil
gleichzeitig der Ton durch Begiessen die nötige Feuchtigkeit erhält. Sodann
kommt das Material entweder vermittels eines Transporteurs in den
Massekeller, oder es wird bei kleineren Betrieben in Säcke gefüllt
und kommt sofort nach dem Pressraum. Dass
die diversen Arbeitsvorgänge in diesem oder jenem Betriebe
Verschiedenheiten aufweisen, ist selbstverständlich. Was
die gesamte Massezubereitung anlangt, so spielt dabei die Sauberkeit
eine Rolle. Mit schmutzigem Schuhwerk, Pantoffeln etc. dürfen diese
Räume, wenn es genau genommen wird, nicht betreten, sondern es muss
die Fussbekleidung entweder vor Betreten des betreffenden Raumes gründlich
gereinigt, wenn nicht gewechselt werden. Naturgemäss wird der von der Strasse oder vom
Fabrikhof in die Räume geschleppte Schmutz durch Zertreten zu
Staub, der durch den ständigen Verkehr und das Hantieren
aufgewirbelt wird. Welche Staubwolken in einem Massezubereitungsraum
man zuweilen findet, der nicht blos von dem Massematerial, sondern
auch von hereingeschlepptem Schmutz herrührt, wird jeder Fachmann
wissen, dieser unnötige Staub muss natürlich durch strenge
Massregeln vermieden werden, was auch ganz gut möglich ist, wenn
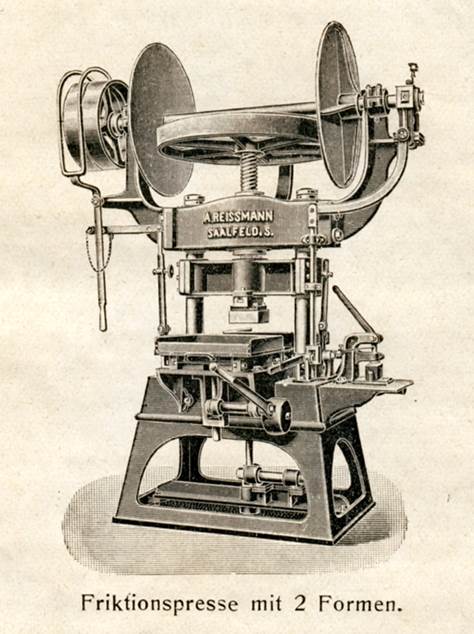
jede einzelne Person einen Teil dazu beiträgt. Presserei. Die Einrichtung der Presserei richtet sich natürlich
wieder nach der Grösse des Betriebes und der maschinellen Anlagen
im Allgemeinen. In
kleineren Betrieben hat man die mit der Hand zu bedienenden Spindel-
und Kurbelpressen etc., in grösseren Betrieben mit maschinellen
Anlagen dagegen neben den Spindelpressen, die auch hier nicht fehlen
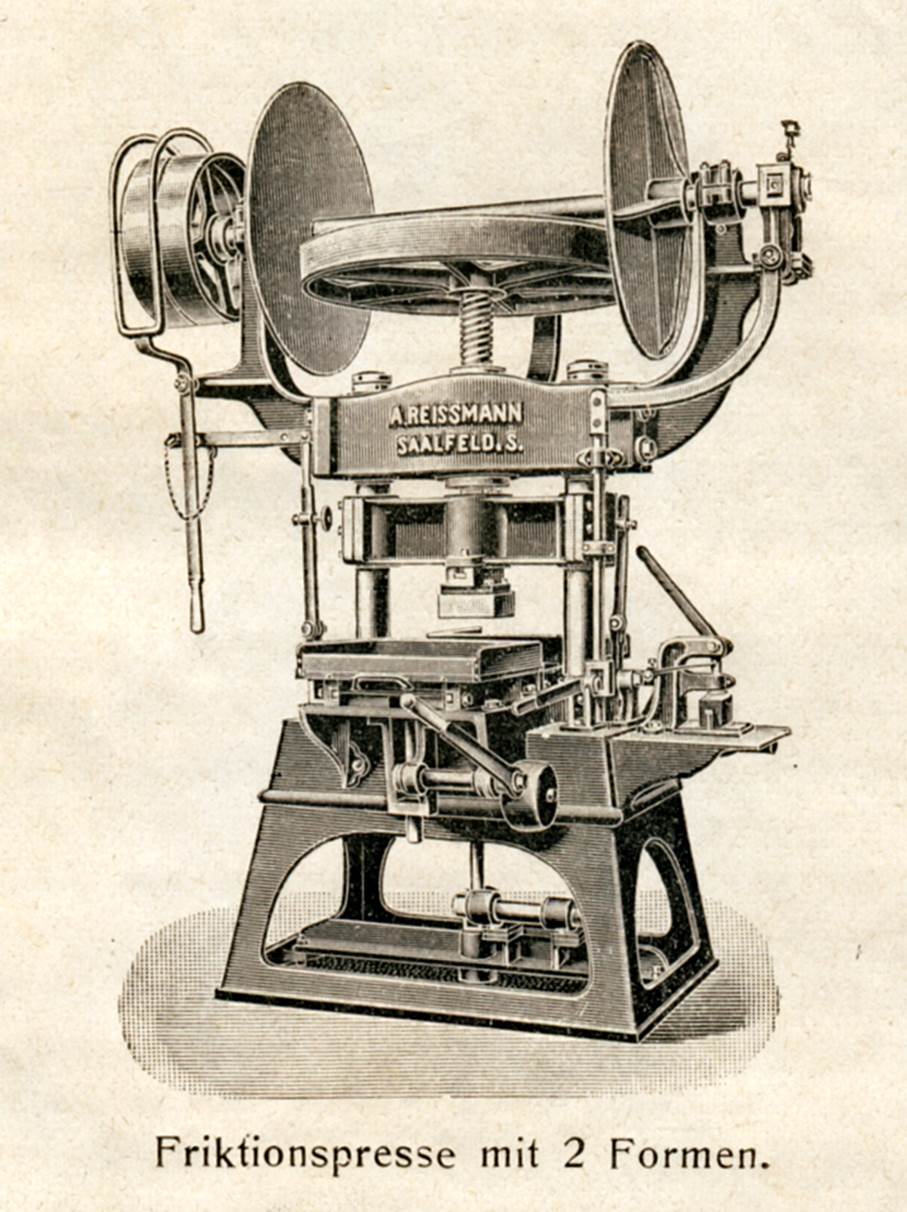
dürfen, die Friktionspressen. In
aussergewöhnlich grossen Betrieben mit bedeutend hoher
Tagesproduktion sind u. a. auch die hydraulischen ganz- oder
halbautomatischen Mehrplattenpressen zu finden. Die letztere Art
Pressen sind für einen grossen Betrieb vermöge ihrer Leistungen
sehr von Wert, erfordern aber auch bedeutende Anlagekosten. Die
Spindelpressen findet man nur mit einer Form, die Friktionspressen
dagegen mit ein und zwei Formen. Auf letzterer Art von Pressen ist
schon eine bedeutende Leistung möglich. Dass
die Presserei in der Plattenfabrikation von besonderer Wichtigkeit
ist, versteht sich von selbst, denn funktioniert die Presserei
nicht, sodass der Brennerei nicht genügend Ware zur Verfügung
steht, kann gleich der weitere Betrieb ins Stocken geraten. Es müssen
daher in einem kontinuierlichen Betrieb Reservepressen vorhanden
sein. Vor
allem müssen die Pressen gut arbeiten, sodass sie auch gute Ware
ergeben. Die Presserei ist demzufolge mehr wie jeder andere Teil der
Fabrikation zu überwachen und sind die bezüglichen Arbeiten ständig
zu kontrollieren. Besonders
sachgemäss und genau muss die Form (Matrize) der Presse eingesetzt
sein, wenn eine gute Ware erzielt werden soll. Ergibt eine Presse Platten mit stumpfen oder
ausgezackten Kanten, neben anderen wesentlichen Mängeln, so ist sie
sofort ausser Betrieb zu setzen und der Fehler zu beseitigen. Es ist
daher Sache des betreffenden Meisters, die Presser zu sauberer
Arbeit anzuhalten und streng darauf zu achten, dass jeder, auch der
geringste Fehler an den Presslingen dem Meister sofort gemeldet
wird. Ein Weiterarbeiten aus einer mangelhaft arbeitenden Form würde
nur Ware für den Scherbenhaufen ergeben.
Sodann
ist unbedingt notwendig, dass die Masse, die in den Pressraum
gebracht wird, ständig auf den Feuchtigkeitsgrad geprüft
wird. Es lässt die zu feuchte wie die zu trockene Masse ein
Arbeiten nicht zu, weil die Ware fehlerhaft ausfallen würde. Der
Arbeitshergang in der Presserei ist nach kurzen Umrissen geschildert
folgender: An
der Presse arbeiten je nach Grösse derselben 1, 2 bis 3 Personen.
Bei Pressen mit Friktionsantrieb machen sich besonders 2-3 Personen
nötig, einerseits um die Presserei nach Möglichkeit zu forcieren
und andererseits, weil eine Person für die Bedienung der Presse
nicht ausreichend wäre, denn während eine Person die Presse
bedient, füllt die andere die Form und die dritte Person reicht die
Presslinge weg. Die
zum Pressen nötige pulverisierte Masse stellen sich die Presser
handgerecht in einem Behälter neben die Presse. Die Form wird
sodann mit dem Mehl vollständig gefüllt und das überflüssige
Mehl abgestrichen. Die Presse wird dann in Bewegung gesetzt, bei
Handbetrieb und bei Friktionsbetrieb losgelassen, die den Stempel in
die Form drückt; dieser wird dann nochmals gehoben und der Druck
wird wiederholt. Mit
dem Ausstosser hebt dann der Presser die Form hoch, entnimmt ihr die
Platte oder das sonstige Pressstück. Die Kanten der Platten oder
sonstiger Presslinge werden dann mit etwas Sandpapier abgerieben,
mit einem Lederläppchen nachgeglättet und das Stück ist fertig. Die
gepressten Platten werden stossweise bis zu 10 Stück aufeinander
gestapelt. Als Unterlage zum Schutze gegen ein Krummziehen beim
Trocknen wird eine gerade geschliffene Bumse verwendet, auf welche
die Platten gesetzt werden und mit einer solchen Bumse wird der
Stoss abgedeckt. Diese Bumsen sind 2,5-3 cm stark, damit sie
gleichzeitig eine Belastung auf die Platten ausüben. Ist das Brett voll, so kommt dasselbe in den Trockenraum,
jedoch müssen diese frisch gepressten Platten in diesem Raum so
gesetzt werden, dass sie nur langsam trocknen können. Sind
die Platten dann lederhart, so können sie in den Raum von höherer
Temperatur, die bis 45° betragen kann, kommen. Die
Plattenbretter müssen mit dem Datum ge kenzeichnet sein, an welchem
Tage sie gepresst worden sind, sodass die Einfüller stets die ältesten
Platten wegnehmen können. In
kleinen Betrieben werden die Bretter mit den Platten in die
Brennerei getragen, was sehr wesentlich ist, weil dadurch die
Platten weniger Beschädigungen ausgesetzt sind. Dagegen werden die
Platten in grossen Betrieben, wo ein Aufzug vorhanden ist, auf Wagen
transportiert. Eisenräder, wie man sie häufig findet, sollten
diese Transportwagen nicht haben, weil durch die Erschütterungen
beim Fahren die Platten zu sehr leiden. Diese Räder müssen
unbedingt mit Hartgummireifen überzogen sein. Die Ausgaben dafür
sind nur gering, die Vorteile dagegen bedeutend. In
den vorstehenden Ausführungen über die Herstellung der Platten
handelt es sich im Besonderen um die kuranten glatten Platten. Nun
ist aber die Plattenfabrikation so vielseitig und es werden für die
Verwendung ausser den Platten noch viele Stücke benötigt, um einen
Plattenbelag nach den vielseitigen Wünschen des Publikums
herstellen zu können. Zunächst
haben wir die Sockelplatte zu berücksichtigen, die aber ziemlich
die gleiche Behandlung beim Pressen und den weiteren Arbeitshergang
erfährt wie die kurante glatte Platte, wenn es sich nicht um eine
stark profilierte Sockelplatte handelt. Auch die Herstellung der
Achteckplatte sowie der Kantenplatte ist die gleiche der kuranten
Platte. Eine
besondere Achtsamkeit erfordern indes die reliefierten Platten, weil
sie nicht wie die glatten Platten aufeinander gestapelt werden können. Diese Reliefplatten sind in ihren Formen
wieder sehr verschieden. Es gibt darunter welche mit flachen und
solche mit erhabenen und wesentlich vorspringenden Reliefs. Die
Platten mit weniger erhöhten Reliefs können eher aufeinander
gelegt werden. Sind die Reliefs jedoch markanter, so hat man eine
Beschädigung wie auch ein Krummwerden der Platten mehr zu befürchten,
wenn die Behandlung nicht in der sorgfältigsten Weise erfolgt. Wenn
die Platten nicht mit der ganzen Fläche aufliegen können, besteht
immer die Besorgnis des Krummziehens derselben beim Trocknen.
Erfolgt die Trocknung langsam, so ist ein Krummziehen der Platten
weniger zu befürchten. Diesem Uebel muss aber nach Möglichkeit
gleich beim Pressen bezw. Aufstapeln der Platten auf die Bretter
vorgebeugt werden. Man bedient sich dabei des Stöpselns wie es
allgemein genannt wird, indem man hierbei etwas Ton zu Hilfe nimmt,
kleine Klötzchen fertigt und dieselben auf die erste Platte legt
und zwar an mehrere Stellen. Die nächste Platte wird dann
vorsichtig auf diese erstere Platte aufgelegt. Geschieht diese
Massregel sorgfältig und ist die Trocknung eine möglichst
successive, so werden die Platten auch gerade bleiben, d. h so weit
als es eben von einer Wandplatte verlangt werden kann. Noch
empfindlicher gegen das Krummziehen sind natürlich Formstücke, die
beim Trocknen nicht belastet werden können, solchen Gegenständen
kann nicht genug Aufmerksamkeit zugewendet werden. Eine
besondere aufmerksame Behandlung erfordern die Gesimse. Hier spielen
die Ornamente etc. wieder eine Rolle, Vor
allen Dingen muss bei diesen Stücken die Masse genau passen, wenn
nicht schon beim Pressen Misserfolge auftreten sollen, denn die
scharfen Kanten wie auch die Reliefs bröckeln beim Herausnehmen aus
der Form leicht ab, besonders wenn die Masse nicht die nötige
Feuchtigkeit besitzt. Die scharfen Kanten müssen entsprechend nachgeputzt
werden, weil sonst Schäden im Brande zu gewärtigen sind. Zu
scharfe Kanten halten die Glasur nicht; dieselbe springt leicht los,
wenn die Stücke entweder zu scharfes Feuer bekommen oder auch dann
erst, wenn sie nach dem Ausnehmen abkühlen. Für
die kleinen Stücke, wie Eckleisten, Streifen, Einlagen und
Viertelplättchen, sind die Formen so eingerichtet, dass mit einem
Druck mehrere Stücke hergestellt werden können. Diverse Teilstücke,
wie Nippel, Ecken für ein- und ausspringende Ecken, werden auch aus
Gypsformen hergestellt, wenn es sich auf den Pressen der Umständlichkeit
halber nicht gut machen lässt. Zu
erwähnen wären dann noch die Platten mit den eingelegten Mustern,
die, wenn sie auch schon etwas veraltet sind, immer noch gern
gekauft werden; ferner die durchgefüllten farbigen Platten und die
Porphyrplatten. Die
einfarbigen durchgefüllten Platten erfahren keine besondere
Behandlung, das Pressverfahren ist natürlich das gleiche wie bei
den kuranten Platten, nur ist die Masse gefärbt, was teils auf natürlichem
und teils auf chemischem Wege geschieht. Die
Herstellung der Platten mit eingelegten Mustern gliedert sich sehr
an die Mosaikplattenfabrikation an. In der Anfertigung der Platten
auf der Presse ist kein wesentlicher Unterschied zu verzeichnen. Die Anfertigung dieser mehrfarbigen Platten
auf der Presse geschieht an Hand von Schablonen, die aus Zink oder
Weissblech bestehen und mit den verschiedenen Musterungen versehen
sind. Die Schablone wird in die Form bezw. Matrize eingesetzt und
die verschiedenen Massen werden in dieselbe eingefüllt, was
vermittels eines passgerechten Handsiebes geschieht. Ist die eine
Masse in die Form gefüllt, wird sie durch eine Deckschablone
verdeckt und es werden dann in gleicher Weise die übrigen Massen
aufgefüllt. Ist die Form voll, so wird die Schablone hochgezogen
bezw. herausgenommen und die Platte ausgepresst. Sehr viel Wert muss bei diesen Platten auf
Beschaffenheit der Massen gelegt werden, dieselben in ihren
Schwindungsbeziehungen genau zu einander passen. Passen die Massen
nicht zusammen, dass die eine mehr schwindet wie die andere, so ist
ein Erfolg nicht zu erzielen und es machen sich Versuche nötig, um
die passenden Kompositionen zu ermitteln. Einsetzen
und Rohbrand Der Fabrikationshergang bis zur getrockneten
Platte war mit den letzten Ausführungen abgeschlossen. Es wurden
damit schon ziemlich ausführlich die besonderen Schwierigkeiten,
die in der Fabrikation vorkommen, dargestellt, jedoch sind damit die
schwierigen Punkte noch lange nicht bei der trockenen Platte überwunden.
Dieselben machen sich auch bei der weiteren Fabrikation sehr geltend
und besonders auch beim Einsetzen und Brennen. Das
Einsetzen der Platten erfordert grosse Achtsamkeit und vor allem
eine scharfe Kontrolle, denn die rohen Platten sind äusserst
empfindlich, sodass sie leicht beschädigt werden können. Besonders
müssen die Einfüller darauf achten, dass die Platten nicht an den
Kanten beschädigt werden. Zerbrechlich ist die rohe Platte zwar
weniger, indes aber durch Unachtsamkeit leicht minderwertig zu
machen. In den meisten Betrieben werden für diese
Arbeiten Frauen verwendet, weil sich diese dazu besonders eignen und
dann dürfen diese Arbeiten auch nicht hoch zu stehen kommen. Die
Füllerinnen stehen an langen Einfülltischen an der Fensterfront
des Einfüllraumes. Längs der Wand sind Regale mit Armen zum
Absetzen der Bretter angebracht. Die Kapseln stehen zum Wegnehmen
bereit, sodass die Arbeiten glatt vor sich gehen können. Bevor die
Platten eingesetzt werden, sind, die Kapseln nachzusehen, damit sie
auch brauchbar sind. Gesprungene oder ausgebrochene Kapseln müssen
erst entsprechend geflickt und gedichtet werden. Man verwendet
hierzu eine Mischung von: fettem Ton, Wasserglas und Chamottesand. Das
Einsetzen der Platten in die Kapseln kann nach zwei Methoden
erfolgen. In
verschiedenen Betrieben werden die Platten stehend eingesetzt und
zwar in der Weise, dass immer zwei Platten an einander gestellt
werden. Durch verschiedene, meist selbst gefertigter, Verbindungsstücke
werden die Platten oben aneinander gebunden und an beiden Enden
dieser Plattenreihe werden dann diese Verbindungsstücke mit etwas
dazu hergerichtetem Ton befestigt, sodass sie sich beim Tragen der
Kapseln nach keiner Seite bewegen können. Als Unterlage werden die
sogen. Querschnitte verwendet. Nach
der anderen Methode werden die Platten wieder liegend in die Kapseln
eingesetzt. In diesem Fall werden die Platten stossweise, je nach Höhe
der Kapsel und Stärke der Platten, 8-10 Stück auf einen Stoss in
die Kapseln gesetzt, die glatten Flächen kommen hierbei natürlich
gegeneinander zu liegen. Als Unterlage wird eine gerade geschliffene
Bunse benutzt und der Stoss mit einer solchen abgedeckt. Diese letztere Methode ist jedoch nicht
beliebt und auch nicht zu empfehlen, weil dabei mehr Bruch und auch
Ausfallware entsteht. Ob
die Platten durch diese Einfüllmethode weniger zum Krummziehen
neigen, mag dahingestellt bleiben, jedenfalls sind die Vorteile
gegenüber dem stehenden Einsetzen nur verschwindend, wenn solche
dabei überhaupt zu finden sind. Damit
die Platten nicht bestossen oder ausgeschartet werden, wird vor dem
Einfüllen eine Schicht trockenen Sandes in dieselben gesiebt.
Teilstücke, Leisten und Einlagen, werden ganz in Sand eingehüllt. Bevor
die Kapseln im Ofen aufeinandergesetzt werden, legt man um die Ränder
Tonstränge, wodurch eine vollständige Abdichtung ermöglicht wird,
sodass Rauch und Feuer in die Kapseln nicht eindringen kann. Sehr
wichtig ist sodann das Setzen der Kapseln im Ofen. Die Kapseln
werden im Schrühofen nicht direkt auf die Sohle, sondern auf Untersätze
gesetzt bei entsprechendem Abstand, damit das Feuer unter den Stössen
spielen und genügend an den Seiten hochschlagen kann. An den
Mittelfuchs, sowie an die Türe, wo das Feuer am stärksten ist,
stellt man am besten leere Kapseln oder geeignete andere Sachen, die
viel Feuer vertragen können. Um
das Feuer im Ofen bis zu einer entsprechenden Höhe
zusammenzuhalten, setzt man auf die Kanäle Chamotteringe auf. Im
Allgemeinen findet man heute in Wandplattenbetrieben Rundöfen mit
überschlagender Flamme, darunter sehr häufig die Kraft'schen, die
Schulze- und auch die Padelt'schen Oefen, neben verschiedenen
anderen Systemen. Welche
Oefen genannter Systeme sich bisher am besten bewährt haben, darüber
lässt sich positiv nicht urteilen. Vor- und Nachteile zeigen sich
bei diesem und jenem System, letztere zumal dann, wenn die Oefen
nicht sachgemäss behandelt werden, was sehr oft der Fall ist. Sind
geschulte Leute vorhanden, die mit den Eigenheiten dieser Oefen
vertraut sind, so sind entschieden gute Erfolge zu erzielen, sowohl
beim Kraft'schen, Schulze'schen als auch beim Padeltschen System. Dem
Gang des Feuers vom Anbrennen bis zum Abbrennen muss selbstverständlich
wie beim Brennen anderer keramischer Fabrikate auch hier das grösste
Interesse zugewendet werden. Durch manche geringfügige
Unachtsamkeit beim Brennen können bedeutende Schäden verursacht
werden, zumal wenn die Luftzuführung, die einerseits den Rauchabzug
in die Kanäle bewirkt und andererseits infolge Eindringen von
Sauerstoff mit der atmosphärischen Luft den Verbrennungsprozess des
Brennmaterials fördert, vernachlässigt wird. Das Brennen mit genügendem
Luftüberschuss ist vor allem beim Vorfeuer nötig, weil in diesem
Stadium die Rauchentwickelung am stärksten ist. Hauptsächlich
wird überschlagend gefeuert. Der Brenner beschickt hierbei nicht
die Feuerungen der Reihe nach, sondern lässt immer die
Zwischenfeuerung aus und beschickt nach kurzem Warten erst diese. Die
Verwendung der Segerkegel richtet sich nach der Komposition der
Masse, was ja jedem Praktiker bekannt ist. Das eine Plattenmaterial
erfordert eine hohe Brenntemperatur, etwa bei Kegel 9-10, ein
anderes kann schon bei Kegel 7 und 8 abgebrannt werden. Zu hohes
Abbrennen der Platten ist nur selten von Nutzen, weil dieses
verschiedene Nachteile, die hier nicht angegeben werden können, mit
sich bringen kann. Es
kommt auch vor, dass man durch ein hohes Abbrennen eine
entsprechende Grösse der Platten zu erreichen sucht. Dieses führt
aber nicht nur zu Misserfolgen, sondern zeigt weniger fachmännische
Erfahrung und ökonomische Berechnung, weil auf diese Weise nur
enorm viel Brennmaterial überflüssiger Weise verschwendet wird. Die
gesamte Brenndauer währt je nach Grösse der Oefen etwa 60 - 90
Stunden. Dass auf die Dauer des Brennens das zur Verfügung stehende
Brennmaterial viel Einfluss ausüben kann, brauche ich nicht
besonders hervorzuheben. Bei gutem Brennmaterial und zuverlässigen
Brennern kann viel Zeit und Geld gespart werden, das Gegenteil ist
natürlich bei schlechtem Material und ungeübten Leuten der Fall. Nach
beendigtem Brennen werden sämtliche Feuerungen verschlossen, jedoch
noch nicht ganz luftdicht, das völlige luftdichte Verschliessen der
Feuerungen erfolgt erst nach 2—3 Stunden nach dem Abbrennen. Der
Ofen bleibt je nach Verhältnissen und Grösse derselben etwa 8 Tage
stehen. Das Lüften erfolgt dann allmählich, weil jede starke
Lufteinströmung in den Ofen vermieden werden muss, da die Platten
in letzterem Falle reissen würden. Sind
die Platten dem Ofen entnommen und aus den Kapseln geleert, so
werden sie schon einigermassen sortiert. Das weitere Sortieren und
Sichten erfolgt dann erst, wenn alles bereit steht. Die Platten
werden dann nach Qualität, Grösse und auch nach Härte ausgesucht
(letzteres Aussuchen geschieht indes nicht immer). Das
Plattenmaterial wird sodann nach Qualität und Grösse im Rohlager
aufgestapelt, sodass man es für die weitere Fabrikation handgerecht
hat. Das Sortieren der geschürften Platten muss schon mit grosser
Sorgfalt geschehen, man verwendet dazu auch nur zuverlässige Leute.
Kaum anzuführen sind die Punkte, die beim Sortieren der Platten berücksichtigt
werden müssen. Selbst, wenn das Sortieren schon genau
geschehen ist, so müssen die Platten beim weiteren Verbrauch in der
Fabrikation - beim Glasieren, Bedrucken und Bemalen - immer nochmals
flüchtig durchgesehen werden, weil sich zu leicht unpassende Stücke
unter die sorgfältig ausgesuchten Platten einschleichen können,
denn man soll sich nur vergegenwärtigen, wie viele tausende von Stücken
täglich sortiert werden müssen, wo es Oefen gibt, die bis
hunderttausend Platten und mehr fassen. Nach diesen Zahlen rechnet
man nur den Ofeninhalt nach Platten, es kommen aber noch andere
kleine Stücke wie Eckleisten, Gesimse, Einlagen, halbe und
Viertelplatten in Frage. Alle diese Teile müssen durch die Hände
des Sortierers gehen, wobei derselbe aber flüchtig arbeiten können
muss, wenn er die Arbeiten bewältigen will. Glasieren. Ich möchte zunächst hervorheben, dass der
zum Glasieren bestimmte Raum besonders reinlich gehalten und
Staubentwickelung hauptsächlich während des Glasierens in
demselben vermieden werden muss. Reinlichkeit muss in jedem
keramischen Betrieb, vor allen Dingen in Wandplattenbetrieben, die
Hauptsache sein. Zum
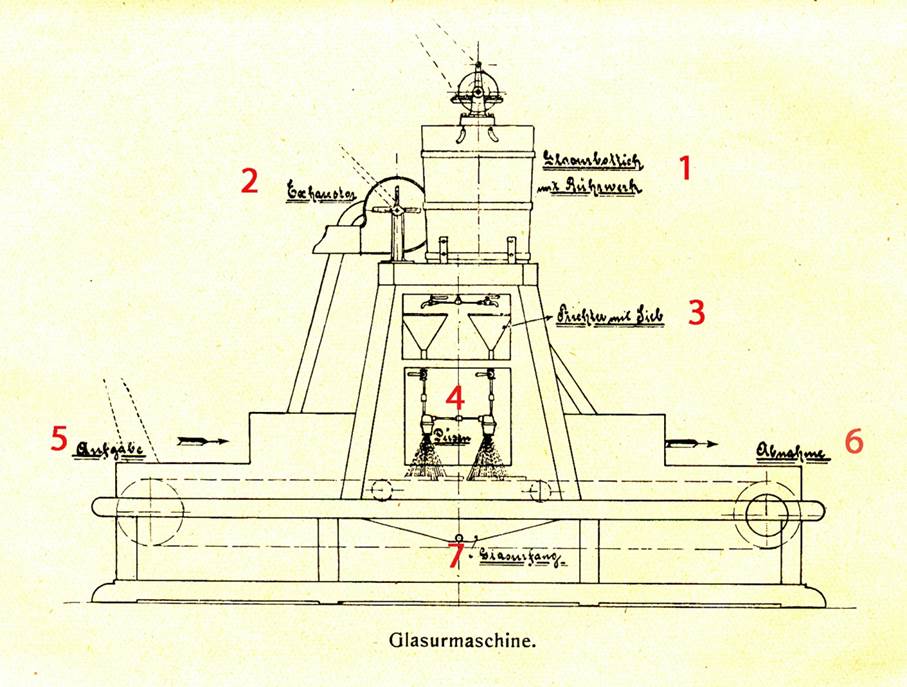
Glasieren der weissen Platten, die ja hauptsächlichst gebraucht
werden, findet man fast in allen grösseren Betrieben die
Glasurmaschine im Gebrauch. Mit dieser Glasurmaschine können grosse
Mengen von Platten täglich bei geringem Bedienungspersonal glasiert
werden. Die
Platten werden einzeln, auf die Bretter aufgelegt und zunächst von
Staub etc. gereinigt.
1
Glasurbottich mit Rührwerk 2
Exhaustor 3
Trichter mit Sieb 4
Düsen 5
Aufgabe 6
Abnahme 7
Glasurfang Sodann
wird das Brett auf die sich schnell bewegenden Rollen gelegt und läuft
selbsttätig durch die Maschine, sodass es in einer Zeit von wenigen
Sekunden von der anderen Seite der Maschine wieder mit den
glasierten Platten abgenommen werden kann. Während
das Brett mit den Platten durch die Maschine geht, wird die Glasur
vermittels Luftdruck durch die Düsen auf die Platten aufgeblasen.
Je nach Härte der Platten muss natürlich der Luftdruck stärker
oder schwächer sein. Zu starker Luftdruck ist zu vermeiden, weil
dadurch die Glasurlage ungleichmässig wird und ausserdem geht dabei
zu viel Glasur verloren. Während des Glasierens ist die Maschine
ganz umhüllt und wird durch den Exhaustor entstaubt, In
verschiedenen Betrieben werden die Platten an den Rändern
abgeputzt, damit sie im Ofen an den mit Glasur behafteten Stellen
der Ränder nicht anbacken können. Es kommt auch vor, dass man die
Platten einsetzt, ohne sie vorher zu putzen, was wieder den Grund
hat, dass sie durch das zu oft in die Hand nehmen, durch Ausgreifen
der Glasur nicht beschädigt werden. Bei
den mit der Maschine glasierten Platten kommt es nicht so genau
darauf an, ob die Ränder abgeputzt werden oder nicht, weil sich die
Glasur nur wenig ansetzt. Beim Handglasieren müssen die Ränder
indes unbedingt abgeputzt werden hauptsächlich bei
Majolikaglasuren, die wesentlich stärker liegen, wie die weissen
bezw. farblosen Glasuren. Während
das Glasieren der Platten mit der Maschine nur eine mechanische
Arbeit darstellt, erfordert das Handglasieren sehr gute praktische
Kenntnisse und besonders grosse Aufmerksamkeit. Wenn
man sich auch zum Stellen der Glasur in Bezug auf die jeweilig
erforderliche Stärke des überall im Gebrauch befindlichen
Aerometers bedient, so darf man sich auf diesen Apparat noch lange
nicht verlassen, der Glasierer muss die Stärke der Glasur nach Gefühl
bestimmen und darf während des Glasierens nicht oberflächlich
arbeiten. Die eine Platte, speziell was die dekorierten
Platten anlangt, erfordert eine stärkere, die anderen wieder eine
schwächere Glasurlage. Auch muss der Glasierer die Glasurlage während
des Glasierens ständig im Auge behalten, was sehr häufig nicht der
Fall ist, wodurch Misserfolge entstehen. Das Glasieren an sich ist
eine leichte Arbeit, erfordert aber grosse Sorgfalt und darf nicht
mechanisch geschehen. Rührt der Glasierer die Glasuren, die
verschieden schwerer und leichter sind nicht ständig auf und giesst
von Zeit zu Zeit Wasser zu, so werden sich unangenehme Ausfälle bei
den Waren geltend machen Vom fachmännischen Standpunkt ist es etwas
selbstverständliches, dass die erwähnten Momente beachtet werden müssen,
nichtsdestoweniger stellen sich diese Nachlässigkeiten sehr oft
ein, und zumal dann, wenn man zum Glasieren Leute verwendet, die
davon keine Ahnung haben. Die
Glasuren Die
Glasurzubereitung bildet in der Wandplattenfabrikation ein wichtiges
Glied, weil von der Beschaffenheit der Glasur viel abhängt. Die
Glasur muss genau dem Scherben angepasst sein und darf weder weicher
noch härter versetzt sein und muss die gleiche Dehnungsfähigkeit
besitzen. Eine
unpassende Glasur kann nicht allein viel Schaden bringen, sie kann
auch einen Stillstand und sogareinen förmlichen Umsturz in der
Fabrikation zur Folge haben. Die Verwendung einer unpassenden Glasur
ist undenkbar und besonders wird dies von Seiten eines Werkes nicht
geschehen, welches bestrebt ist, eine gute Ware auf den Markt zu
bringen. Die
Herstellung von Glasuren erfordert zuweilen grosse Opfer, namentlich
in neuen Betrieben. Die Fehler, die sich hierbei zeigen, sind nicht
anzuführen, weil sie zu vielseitig auftreten. Das gute dabei ist
indes, dass sie sich in den meisten Fällen gleich nach dem
Aussetzen der Platten aus dem Ofen zeigen, wodurch Abhilfe
geschaffen und das Werk selbst, wie auch der Abnehmer der Fabrikate
vor Schaden bewahrt werden kann. Der Fabrikant ist nur insoweit
geschädigt, als er den Verlust des Brandausfalles zu tragen hat, während
er im anderen Fallet wenn die Ware in den Verkauf gebracht worden wäre,
auch die sich daraus ergebenden Konsequenzen zu tragen haben würde. Die
Fehler können in verschiedenen Arten auftreten, sie können die
Ware unter Umständen wertlos machen, aber auch weniger von
Bedeutung sein, insofern, als sie die Fabrikate nur in Qualität
beeinträchtigen, dasselbe immerhin Verwertung finden kann. Hat
die Glasur eine grössere oder geringere Dehnungsfähigkeit wie der
Scherben, so kann sie sich entweder beim Abkühlen der Platten von
dem Scherben an den Rändern losheben oder die Platte im Brande
krummziehen, zuweilen ganz erheblich. In beiden Fällen ist natürlich
eine Veränderung des Versatzes notwendig und man wird sich zunächst
dem Glasurversatz zuwenden. Natürlich wird man die Versuche nur in
kleinen Mengen anstellen, nicht aber sofort im Versatz eine Veränderung
vornehmen. Die Fehler können unter Umständen schliesslich bald
gefunden werden, hin und wieder machen sich jedoch unzählige
Versuche nötig. Ob
nun die Fehler in Masse oder Glasurversatz zu finden sind, darauf
kommt es schliesslich noch an, möglicherweise sind die Ursachen
beim Glasieren oder beim Brennen zu suchen. Den Ursprung derartiger
Unzuträglichkeiten festzustellen erfordert sehr viel Mühe und ist
auch zeitraubend. Ein Ueberhasten bei den vorzunehmenden Versuchen
ist indes nicht ratsam, mit Ruhe ist dabei viel mehr zu erreichen.
Auch darf man sich dabei nicht auf einen Punkt stützen, wie sich
nicht nach seinem Kopf richten, sondern nach den Tatsachen, die zu
Grunde liegen und den Verhältnissen im Besonderen. Die
Wandplattenglasuren sind nicht deckend, sondern vollständig
transparent - durchscheinend - und in ihren Härtegraden
verschieden, der Masse in der Zusammensetzung genau angepasst. Die
Schaffung der Glasuren für Wandplatten ist nicht so leicht, wie die
für Ofenkacheln, besonders der altdeutschen Ware. Die Ofenkachel
ist mit einer dichten Masse überzogen, also behauptet und der
Glasur ist dadurch die Möglichkeit gegeben, klar auszufliessen und
die Farben kommen besser zur Geltung. Die Fliese dagegen bildet
einen rauhen Körper, dem die Glasur angepasst werden muss. Die
Glasuren für Wandplatten bedingen hauptsächlich eine
Vorschmelz-(Fritte). Rohglasuren kommen in der Plattenfabrikation
nur vereinzelt zur Verwendung, weil diese letzteren nicht so klar
ausfliessen. Man findet heute verschiedene eigenartige
Plattenfabrikate in moderner Richtung, die mit Rohglasuren überzogen
sind, für den allgemeinen Gebrauch sind dieselben jedoch nicht zu
verwenden. Die
Glasuren bestehen hauptsächlich aus Fritte und Mühlenversatz. Die
Fritte bildet die Grundlage aller Glasuren inbezug auf ihre
verschiedenen Farben. Die Fritte kann demzufolge bei diversen
farbigen Glasuren als Zusatz Verwendung finden, ohne verändert zu
werden. Das
Material für die Herstellung der Glasuren setzt sich wie bei allen
Glasuren, die in der Keramik Verwendung finden, aus Naturstoffen,
wie auch aus Chemikalien zusammen. Eine
genaue Darstellung in diesem Werkchen ist nicht möglich, weil
dasselbe nicht direkt als Lehrbuch der Fabrikation gedacht ist, der
Inhalt derselben müsste sich in diesem Falle verdoppeln und
verdreifachen und auch dann könnten alle wichtigen Punkte nur
teilweise Berücksichtigung finden. Für denjenigen, der mit der
Fabrikation nichts zu schaffen hat, würden diese Angaben nur überflüssigen
Stoff bilden. Um jedoch allen Wünschen derjenigen, die sich auch für
die Glasuren interessieren, Rechnung zu tragen, werde ich im
Nachstehenden einige geeignete Glasuren, die sich in der Praxis gut
bewährt haben, in kleinen Kompositionen angeben. Eine bei etwa Kegel 05 gut ausfliessende
farblose Glasur besteht aus folgender Komposition: 1.
Fritte:
Mühlenversatz:
Ferner ergibt sich eine Glasur für eine höhere
Temperatur, die bei Kegel 03 ausfliesst aus: 2.
Fritte:
Mühlenversatz:
Für
die farbigen Glasuren können die vorstehenden Fritten verwendet
werden und würde sich demnach eine hellgrüne Glasur aus folgender
Komposizion herstellen lassen:
Eine
hübsche olivgrüne Glasur ergibt die Komposition:
Ferner
setzen sich zusammen Elfenbein 1 aus: 3.
Fritte
Mühlenversatz:
und
Elfenbein 2 aus: 3.
Fritte
Mühlenversatz
Für
Rutil kann auch Titan genommen werden. Sehr
häufig zeigen die Elfenbeinglasuren einen grünlichen Schein, der
hauptsächlich an den Rändern der Platten bemerkbar ist. Dieser grünliche
Schein kann beseitigt werden, wenn das Rutil mit einer geringen
Menge Eisenoxyd zusammengefrittet wird. Bemerkt sei noch, dass nur
gutes Rutil gute Erfolge erwarten lässt. Sollen die
Elfenbeinplatten gut ausfallen, so darf die Glasur auf denselben
nicht zu schwach liegen. Die erwähnte Grünfärbung zeigt sich auch
meist in dem Fall, wo die Glasur zu dünn liegt. Auch ist es nicht
ratsam, diese Platten mit der Maschine zu glasieren. Die mit der
Maschine glasierten Elfenbeinplatten lassen stets zu wünschen übrig;
die Glasur erscheint wolkig, während die handglasierten Platten,
wenn das Glasieren sorgfältig geschehen ist, eine gute egale Färbung
ergeben. Die
Elfenbeinplatten werden auch dadurch geschaffen, indem die Masse
durch Zusätze von Rutil oder Titan gefärbt wird. Dieses Verfahren
ist jedoch komplizierter und mit mehr Risiko verknüpft. Sehr
viele Schwierigkeiten bietet zuweilen auch die Herstellung der
gelben Glasuren. Werden
hierzu nicht erstklassige und reine Oxyde verwendet, so zeigen die
mit diesen Glasuren überzogenen Platten, besonders die von
dunkleren Glasuren, wie Orange, hergestellten Platten,
schmutziggraue Ränder, die auch mehr schon in schwarze Färbung übergehen. Es
ist zunächst notwendig, dass die bei den erwähnten Glasuren zur
Verwendung kommenden Oxyde einer gründlichen Reinigung bezw.
Reduktion unterzogen werden Um sicher zu gehen, ist es nötig, dass
die Oxyde, wenn mehrere Verwendung finden, vor dem Versetzen
zusammengefrittet werden, wie aus folgendem Versatz ersichtlich ist. Zinkoxyd
150 Gewichtsteile Eisenoxyd
180 Gewichtsteile zusammen gefrittet. 4.
Fritte:
Mühlenversatz:
Die
Glasuren werden, wie ja allgemein bekannt, in Trommelmühlen
gemahlen und währt die Mahldauer bis zu 30 Stunden, eventuell auch
noch darüber, wenn besonders strenge Glasuren zur Vermahlung
kommen. Hauptsächlich die blauen und roten Glasuren bedürfen eines
längeren Mahlens. Bei
ungenügender Vermahlung dieser strengen Glasuren bezw. der
Glasuren, die chemische Stoffe enthalten, die von harter
Beschaffenheit sind, wie Kupferoxyd, Chromoxyd etc. würden sich
kleine Pünktchen zeigen, die von nicht genügender Zerreibung der
Oxyde herrühren. Besonders wichtig ist, dass bei der
Zusammensetzung der Glasuren nur reine Chemikalien verwendet werden.
Auch darf mit den verschiedenen Stoffen nicht unnötigerweise
gewechselt werden. Viele Verschiedenheiten in ihren Wertigkeiten
weisen die Stoffe, wie Bleiweiss, Bleiglätte und Mennige auf.
Dieselben werden von den Lieferanten in verschiedenen Preislagen
angeboten, jedoch richtet sich der Preis in der Regel nach der
Qualität. Ein-
und mehrfarbige Platten: Die Dekoration der Wandplatten hat heute
entschieden schon eine Höhe erreicht und ist so vielseitig, dass
den Wünschen des kaufenden Publikums in jeder Richtung Rechnung
getragen werden kann. Der Fortschritt inbezug auf die Entwickelung
der Farbentechnik und der Kolorits hat beinahe schon eine zu rapide
Steigerung angenommen, insofern, als tatsächlich fast mehr geboten
wird, als verwertet werden kann, weil der Kunstsinn im Allgemeinen
durch die zuweilen sehr ungünstigen Verhältnisse merklich
abgenommen hat. Mögen
sich die Techniker noch so bemühen, ihr künstlerisches Wissen in
hohem Masse zu entfalten, um dem Publikum ihr ganzes Können zu
widmen, es fehlt aber immer die richtige Beachtung für diese Schöpfungen
und manches herrliche Kunstgebilde der unerschöpflichen Neuerungen,
die der Künstler infolge des ihm zur Verfügung stellenden
Materials zu schaffen imstande ist, bleibt wertlos. Derjenige,
dem Gelegenheit geboten ist, die vielen Erzeugnisse der
Wandplattenindustrie von heute kennen zu lernen, wird sich überzeugen
können, wie weit diese Branche auf künstlerischem Gebiete in
kurzer Zeit fortgeschritten ist, im Verhältnis zu anderen
Industriezweigen, die fast Jahrhunderte zur intensiven Entwickelung
bedurften. Um
allen diesen Schöpfungen auch zu ihren Rechten zu verhelfen, wäre
es aber zu wünschen, dass den Fabrikaten mehr Interesse zugewendet
wird und die allgemeine Lage eine günstige Wendung erfahren würde. Es
ist eine bekannte Tatsache, dass man heute nur billig zu kaufen
sucht. Wenn auch bessere Sachen verlegt und ausgeführt werden, so
ist diesem im Verhältnis zur Bedeutung des Fabrikates nur ein
geringer Prozentsatz. Die Kunsterzeugnisse der Wandplattenindustrie
sind nur zum Zwecke der weitgehendsten Verwertung geschaffen und ist
es daher nicht mehr wie recht und billig, dass auch derjenige, der
dazu berufen ist, die Fabrikate zu verwerten, diesem sein ganzes
Interesse zuwendet. Wenn auch die kuranten Platten für den
allgemeinen Gebrauch die meiste Verwendung finden, so ist der Bedarf
an dekorierten Platten dennoch sehr umfangreich. Es gibt unter den
Deckerplatten eben zu viele Kategorien, sodass man auch die
einfacheren Ausführungen mit zu den kuranten Platten rechnen kann.
Wir finden unter den vielen Dekorationsverfahren noch welche, die zu
alten Methoden zählen, aber immer noch ihren ursprünglichen Platz
behaupten. Die
Majolikamalerei ist ja auch eine bekannte Methode, deren Ursprung
weit zurückdatiert, jedoch hat sich dieselbe im Laufe der Jahre
durch die immer mehr sich entwickelnde Farbentechnik an die neuen
Dekorationsverfahren wieder anzugliedern gewusst. Als eine alte
Methode wäre das Bedrucken der Platten zu bezeichnen. Diese Methode
hat sich jedoch noch immer behauptet und spielt heute noch eine
wichtige Rolle in der Herstellung der dekorierten Platten. Alle die vielen Dekorationsverfahren zu
schildern, würde zu weit führen, indes sei im Nachstehenden eine
entsprechende Abhandlung des erwähnten Gebietes gegeben und dabei
zunächst der Druckerei das Interesse zugewendet. Druckerei. Das Bedrucken der Platten gilt im Allgemeinen
als ein einfaches Dekorationsverfahren, es ist aber in der Tat
schwieriger, wie es scheint, denn es erfordert entschieden eine
grosse Technik, wenn damit gute Erfolge erzielt werden sollen. Zunächst
kommt es hierbei viel auf die Zusammensetzung der Farben an. Passen
die Farben nicht genau, so ist ein guter Druckabzug nur schwer zu
erzielen. Man darf dabei nicht vergessen, dass man es mit
Unterglasurfarben zu tun hat und der Abzug für den rohen Scherben
bestimmt ist, der in seiner Beschaffenheit sehr verschieden sein
kann. Der eine Scherben ist rauh, der andere glatt oder weniger rauh
und darauf muss bei der Zusammensetzung der Farben natürlich Rücksicht
genommen werden. Die Druckfarben setzen sich die Drucker häufig
selbst zusammen und bereiten sich auch das Drucköl zu, um gewisse
Geheimnisse nicht aus der Hand geben zu brauchen. Besonders
geheimnisvoll gehen sie mit der Zubereitung des Drucköls um. Dieses
Drucköl herzustellen für den Gebrauch ist allerdings eine wichtige
Sache, weil von der Beschaffenheit dieses Oeles der Ausfall der Abzüge
abhängt. Es giebt Oele genug, die fertig bezogen werden können,
dieselben sind aber in den meisten Fällen erst dann zu gebrauchen,
wenn sie passgerecht für die jeweilige Farbe versetzt werden. Die
Zubereitung des Drucköles, wenn dieses der Drucker selbst besorgt,
ist eine langwierige Arbeit, weil es mehrere Stunden gekocht werden
muss. Des unangenehmen Geruches, das es beim Kochen entwickelt,
wegen geschieht das Kochen im Freien. Eine
eigene Zusammensetzung hat auch das zum Drucken zu verwendende
Seifenwasser. Das
Bedrucken der Platten geschieht in folgender Weise: Die
Stahl- oder Kupferplatte wird auf dem Ofen, in welchem während des
Drückens ständig ein kräftiges Feuer unterhalten werden muss,
gelegt und wird darauf angewärmt und zwar soviel, dass sie mit der
blossen Hand gerade noch anzufassen ist. Sodann
wird die Farbe mit einer Holz-, Horn- oder Stahlspachtel auf die
Platte aufgestrichen, genügend verteilt, wieder abgezogen und die
Platte erst mit einem Lappen und dann mit Papier gehörig
abgerieben, sodass den glatten Flächen keine Farbe mehr anhaftet. Hierauf
wird das Druckpapier vermittels eines Pinsels mit dem vorerwähnten
Seifenwasser angefeuchtet, auf die heisse Platte unter Vermeidung
von Falten aufgelegt und die Platte kommt dann unter die
Druckpresse. Nach Entnahme der Platte aus der Presse kann
das Papier bezw. der Abzug abgenommen werden. Derselbe wird dann mit
der Schere zurechtgeschnitten und von einer Hilfsperson auf die
Platte aufgelegt. Das
Auflegen muss mit Akkuratesse geschehen und' ist hierbei genau auf
die angegebenen Anlegepunkte zu achten. Mit
dem Anreiber, der mit etwas schmieriger Seife benetzt wird, wird der
Abzug gehörig bearbeitet, sodass alle Fältchen verschwinden und
derselbe glatt aufliegt. Die
Platte wird dann in reines Wasser gelegt,. bleibt in diesem einige
Minuten liegen, bis sich das Papier leicht abziehen lässt. Der
Druck ist fertig, nachdem das Papier entfernt ist. Beim Abziehen des
Papieres ist besondere Vorsicht nötig, weil sich durch
Unachtsamkeit leicht Teilchen vom Druck ablösen können. Besondere Aufmerksamkeit ist der Druckplatte
beim Glasieren zuzuwenden. Wenn sie gut aus dem Ofen kommen soll, so
muss sie sorgfältig glasiert werden. Eine etwas starke Glasurlage
kann verursachen, dass die Dekore verschwimmen, bei zu übermässig
starker Glasurlage bleibt unter Umständen nur noch eine
unkenntliche Klexerei übrig. Schablonierte
Platten. Als ein mit der Druckerei verwandtes
Dekorationsverfahren wäre das Schablonieren der Platten zu
betrachten. Dieses
Dekorationsverfahren findet viel Anwendung, weil es einfach ist. Während
die Druckplatten vor dem Glasieren erst verglüht werden müssen, können
die schablonierten Platten nach dem Schablonieren gleich glasiert
werden. Die
Herstellung dieser Platten erfolgte vor wenigen Jahren noch in der
primitiven Weise vermittels des Pinsels. Heute werden diese Platten
jedoch in dieser Weise nur vereinzelt hergestellt, man bedient sich
hierbei hauptsächlich des Aerographen bezw. Pressluftapparates, Mit
diesem Apparat können in einfacher Weise geschmackvolle und
aparte Muster hergestellt werden. Die Bedienung erfordert nur 2
Personen, die täglich schon sehr grosse Mengen herstellen können.
Die Anlagekosten sind ebenfalls nur gering. Diese
Aerographenplatten sind sehr beliebt, aber sie werden im Verkauf
viel zu wenig angeboten, was natürlich wieder von Seite dieser Verkäufer
geschieht, die mit der Fabrikation nicht vertraut sind, deren es nur
zu viele gibt. Für
Bäder- und Küchenbekleidungen, sowie für Verkleidungen von Schlächterläden
u. dergl. m., eignen sich diese Dekore besonders, weil sie
geschmackvoll und lebhaft wirken. Bei
dem Handschablonieren wie durch die Dekoration vermittels des
Aerographen bedient man sich der Zinkblechschablonen. Dieselben sind
mit einem Anschlussrand versehen, damit sie während der Dekoration
auch fest an die Platte angelegt werden können. Der Luftdruck, der zum Aufblasen der Farbe bei
dem Apparat nötig ist, wird entweder bei kleinem Betrieb durch eine
Kautschukbirne und bei grösserem Betrieb vermittels Exhaustor
erzeugt. Die gesamte Anlage ist einfach, denn sie besteht nur aus
einem kastenähnlichen Aufbau, der mit Glasscheiben umschlossen ist.
Offen ist der Aufbau nur an der Seite, an der die Dekoration der
Platten erfolgt. Der Exhaustor bewirkt sowohl den Luftdruck für den
Apparat, mit welchem die Farbe auf die Platten aufgespritzt wird,
als auch den Abzug der Farben in den Farbfänger. Die Farbe, die
sich beim Spritzen nach allen Seiten verteilt, kann demzufolge
wieder gesammelt werden und wieder Verwendung finden, natürlich
muss dieselbe sogleich, wenn die eine Farbe durchgenommen worden
ist, wieder entfernt werden. Je
grösser das zu dekorierende Quantum ist, desto rationeller ist natürlich
die Leistung des Aerographen. Ein gewandter Fondspritzer kann damit
beträchtliches leisten. Da diese Arbeit auf den menschlichen
Organismus äusserst schädlich einwirkt, so ist es unbedingt nötig,
dass sich der Fondspritzer mit einem Schutzapparat versieht. Das
Gewerbegesetz schreibt wohl diese Vorsichtsmassregel vor, sie wird
aber viel zu wenig beachtet. Schützt sich der Spritzer nicht in
geeigneter Weise gegen die Gifte, die in den Farben stecken, so wird
er in kurzer Zeit Anfalle von Kolik zu befürchten haben, wenn sich
nicht gar die Schwindsucht bemerkbar macht. Vorsicht ist daher bei
diesen Arbeiten unumgänglich nötig. Bemalte
Platten. Ausser den vorerwähnten Dekorplatten erfreuen
sich die Majolika-Dekorplatten besonderer Beliebtheit und
allseitiger Verwendung, was ich bereits erwähnte. Für
die Majolikamalerei kommt hauptsächlich die Reliefmalerei in
Betracht. Dem Fachmann ist ja die Herstellung dieser Platten
bekannt, denn sie ist in allen keramischen Branchen gleich und
erheischt hier und da nur geringe Aenderungen; die Grundlage hierfür
ist nur die Zusammensetzung der Farben. Dagegen ist der Laie in
dieser Richtung sehr wissbegierig und sind deshalb einige
Darstellungen von Wert. Die Majolikamalerei ist an sich nicht
schwierig, wenn die Farben dem Personal in geeigneter Weise an die
Hand gegeben werden. Man
verwendet bei den kuranten Sachen auch meist Frauen, die bei einer
entsprechenden Vorbildung und genügender Aufsicht schon ganz Beträchtliches
leisten können. Die
Dekorationsweise ist auch hierbei verschieden, einfacher und
komplizierter. Einfachere Muster werden meist nur zum Teil mit dem
Pinsel dekoriert und die übrigen grösseren Flächen überglasiert.
Bevor dieses Ueberglasieren erfolgt, müssen jedoch die mit dem
Pinsel aufgetragenen Farben mit flüssigem Wachs (Majolikawachs) überzogen
werden. Diese überzogenen Stellen nehmen dann die Glasur nicht an. Bei
diesem Ueberglasieren muss allerdings entsprechende Vorsicht am
Platze sein. Die Glasur darf nicht zu stark aufgetragen werden, weil
sonst Farben und Glasur ineinander laufen, wodurch die Platten nicht
nur unscheinbar, sondern auch minderwertig werden. Ausser
der Majolikamalerei findet man sodann noch die Aufglasurmalerei, die
Zellen- und Frittemalerei, die aber schon eine grosse Technik, wie
auch eine Schulung erfordern. Die
Aufglasurmalerei ist ja allgemein bekannt. Die Farben werden nicht
mehr auf den rohen Scherben aufgetragen, sondern auf die glatte
glasierte Fläche. Es kommen hierbei Schmelzfarben zur Verwendung,
wie sie auch der Porzellanmaler braucht und verarbeitet. Die Farben
werden nicht im Scharffeuer sondern in der Muffel bei niederer
Temperatur eingebrannt, also geschmolzen. Sehr
weitgehende Erfahrungen bezüglich der Farbenstellung wie auch des
Malens, erfordern die Zellen- und Frittemalerei. Diese Farben werden
auf den rohen Scherben aufgetragen und müssen dieselben hierzu
genau passen wie die Glasur zum Scherben. Da
diese erwähnten besseren Malereien von tüchtigen Kräften eventl.
auch Akademikern ausgeführt werden, so ist der Preis dafür auch
ein hoher. Im Verhältnis zum Werte einer solchen bemalten Platte
oder eines Wandgemäldes, sind die Preise, die für diese Platten
bezw. Bilder bezahlt werden, jedoch nicht zu hoch gegriffen, wenn
man die Schwierigkeiten berücksichtigt, die dabei vorkommen. Die
besseren Artikel bieten in der Fabrikation grosse Schwierigkeiten,
weil man dabei mit sehr empfindlichen und diffizilen Farben zu
rechnen hat. Ausserdem kann diese Platte durch jede geringfügige
Einwirkung im Ofen minderwertig werden. Kommt die Platte als ein
einzelnes Stück für sich inbetracht, so ist dieses nicht von
Bedeutung, sie wird einfach wieder ersetzt durch Anfertigung eines
anderen Stückes. Anders ist es jedoch, wenn von einem Wandgemälde
oder einer Gruppe eine Platte minderwertig oder irgendwie fehlerhaft
aus dem Ofen kommt. Diese Platte ist nur schwer zu ersetzen; es
macht sich zuweilen eine wiederholte Anfertigung dieser Platte nötig
und ob sie dann nach mehrmaliger Anfertigung zu den anderen Platten
passt und in harmonischen Einklang gebracht werden kann, ist sehr
fraglich. Die
Anfertigung wertvoller Bilder ist hin und wieder mit grossem Risiko
verknüpft, es kommt auch vor, dass sich die Herstellungskosten
teurer stellen, wie der Verkaufspreis. Abgesehen
von allen diesen Schwierigkeiten ist die Fabrikation immer bemüht,
auf dem Gebiete der Kunstkeramik immer neuere Schöpfungen dem
Publikum zu bieten. An die Malerei gliedern sich auch die
Kunstglasurdekore an. Diese Dekore verdienen mit Recht diese
Bezeichnung, weil die Herstellung auch grosse künstlerische Fähigkeiten
hinsichtlich der Farbentechnik verlangen. Die
Wissenschaft bei der Herstellung dieser Kunstglasurplatten liegt
nicht allein darin, dass man den Dekor durch Verwendung
verschiedener Farben einfach schafft. Im Besonderen gehört hierzu
ein allgemeines Wissen auf chemischer Grundlage. Die
Chemie bietet dem Keramiker für seine Tätigkeit und seine künstlerischen
Fähigkeiten einen unerschöpflichen Quell. Für die Herstellung
dieser Kunstglasuren und Dekore kommen hunderte der Elemente in der
Chemie inbetracht, die bei geeigneter Ausnützung immer wieder Möglichkeiten
zu neuen Verbindungen und Verschmelzungen zulassen. Bei der
Herstellung der Kunstglasuren spielt das Feuer, wie auch der Stand
der Platten im Ofen, eine Rolle. Bekommt die Platte zu viel Feuer
oder zu wenig, so kann sich etwas ganz anderes entwickeln, als man wünschte.
Auch der Stand der Platte im Ofen ist ebenfalls sehr wichtig.
Mancher Dekor entwickelt sich nur dort, wo er das geeignete Feuer
bekommt, bei höherem oder tieferem Stand können Veränderungen
eintreten. Der eine Dekor entwickelt sich zu einem feinen Gebilde
durch Zutritt von Rauch und oxydierendem Abbrennen, während einen
anderen Dekor diese Einflüsse beeinträchtigen und die Entwickelung
der Stoffe hemmen. Dieses Gebiet erfordert daher nicht nur genügende
Erfahrung, sondern auch grosse Aufmerksamkeit. Man hat in der Praxis wiederholt Gelegenheit,
wahrzunehmen, dass über diese Kunstdekore laienhafte Urteile,
namentlich von Seite der Verkäufer, denen in den meisten Fällen
jedes praktische Wissen abgeht, gefällt werden, indem man sie als
Zufallsprodukte bezeichnet. In einem gewissen Sinne mag diese
Bezeichnung vielleicht zutreffend sein, aber nur da, wo man sich für
die Entwickelung der Farbenverschmelzungen und Oxydationsprozesse
nicht genügend interessiert. Der
Keramiker, dem die Herstellung dieser Fabrikate bezw. der Dekore
obliegt, wird sich jedoch vom Zufall nicht abhängig machen, sondern
seine ganze Aufmerksamkeit auf die Entwickelung der bei den Farben
verwendeten Stoffe richten. Ebenso wird er sich über seine Erfolge
ständig genaue Notizen machen. Wollte man diese Dekore als
Zufallsprodukte hinstellen, so würde sich ihre Herstellung erübrigen,
denn man könnte ja für die wiederholte Herstellung nicht eintreten
und müsste einfach eine Bestellung auf derartige Platten ablehnen. Eine Kunstglasur- oder Dekorplatte kann natürlich
nicht wie die andere ausfallen. Die Farben müssen ineinander
variieren, wodurch bei Zusammensetzung mehrerer Platten die künstlerische
Wirkung erst erzielt wird. Je verschiedenartiger die Platten
aufeinander wirken, desto mehr sprechen sie beim kunstverständigen
Käufer an. Glattbrand. Wir kommen nun zu dem Einsetzen und Brennen
der glasierten und dekorierten Platten. Das Einsetzen dieser Platten
ist von noch grösserer Wichtigkeit wie das der rohen Platten, weil
hierbei den verschiedenen Glasuren und Dekoren Rechnung getragen
werden muss. Die
kuranten weissen Platten werden für sich in einem Ofen gebrannt,
also nie oder nur ganz selten mit den farbigen Platten zusammen,
weil die Gase, die die farbigen Glasuren und Farben abgeben, den
weissen Platten schaden können. Das
Einfüllen dieser Platten hat mit besonderer Sorgfalt zu geschehen
und ist jede Unreinlichkeit, Staub von denselben, vor dem Einfüllen
zu beseitigen. Die Kapseln dürfen nicht direkt auf den Einfülltisch
gesetzt werden, sondern auf Unterlagen, damit der Boden der Kapsel
nicht durch Staub oder Sand beschmutzt wird, weil der eventl. an dem
Kapselboden haftende Schmutz beim Aufeinandersetzen der Kapseln auf
die Platten fallen würde. Kapute oder gesprungene Kapseln können
nur erst dann verwendet werden, wenn sie in geeigneter Weise, wie
beim Rohbrand bereits erwähnt, repariert worden sind. Um
ein jedwedes Abbröckeln der Chamottekörnchen von den Kapseln zu
verhüten, werden sie mit einem Gemisch von Schlicker und
Abfallglasur innen, an den Rändern und am äusseren Boden
bestrichen. Die weissen, schablonierten und bedruckten
Platten, überhaupt diejenigen Plattensorten, die mit der weissen
bezw. farblosen Glasur überzogen sind, werden stehend eingesetzt.
Als Unterlage werden wieder die bereits erwähnten Querschnitte
verwendet, auf welche die Platten mit den Kanten gesetzt werden.
Zwei Platten werden mit den unglasierten Seiten zusammengestellt und
oben mit Timples (Fingerhüten) oder sonstigen Verbindungsstücken
zusammengehalten. Die glasierte Fläche der Platte darf natürlich
nur ganz wenig berührt werden weil sonst Flecken entstehen. An
den beiden Enden der eingefüllten Plattenreihe werden dann diese
Verbindungsstücke mit etwas weichem Ton befestigt. Eine Kapsel
fasst von diesen Platten ca. 16 Stück. Die
Glasur- und Dekorplatten in allen Farben etc. mit Ausnahme der erwähnten
Druck- und Schablonenplatten werden liegend eingesetzt, da die
Majolikaglasuren und Farben leichtflüssiger sind und nach einer
Seite laufen würden. Als Auflage werden die aus Steingutmasse
hergestellten Plattenträger verwendet, die mit der jeweilig in
Frage kommenden Glasur auf der Rückseite bestrichen werden. Die
Kapseln werden beim Glattbrand am Boden d. h. auf die Sohle des
Ofens gesetzt. Das Setzen der Kapseln im Ofen ist besonders wichtig.
Genau wie bei dem Brennen von Ofenkacheln die Härten und
Beschaffenheiten der diversen Glasuren berücksichtigt werden müssen,
so müssen auch die Wandplatten im Ofen so gesetzt werden, dass die
weniger strengen Glasuren und Farben nicht zu viel und nicht zu
wenig Feuer bekommen. Die
nötigen Vorsichtsmassregeln wegen Eindringen von Feuer und Rauch müssen
besonders da getroffen werden, wo die Platten in Oefen mit direkt
durchgehendem Feuer gebrannt werden und sind beim .Einsetzen um die
Kapselränder Tonstränge zu legen, worauf die nächste Kapsel
gesetzt wird. Ein Eindringen von Rauch und Feuer ist dadurch nicht möglich,
soweit die Kapseln in gutem Zustande sind. Man findet ausser dem
Rundofen auch sehr häufig lange Muffelöfen, die sich sehr gut bewähren. Die Brenndauer dieser Glasurplatten ist
wesentlich geringer wie bei dem Brennen der rohen Platten, sie beträgt
bei kleinem Ofen 18—20 und bei grossem Ofen ca. 24 Stunden, je
nach Umständen noch etwas darüber. Wie
bereits erwähnt, kommt es ja hauptsächlich auf die gute oder
schlechte Beschaffenheit des Brennmaterials sowohl als auch auf die
Behandlung und Bedienung der Oefen an. Das
Brennen wurde ja bereits vorher geschildert, es ist hier wie beim
Rohbrand, jedoch ist bei dem Brennen der glasierten und dekorierten
Ware bedeutend grössere Aufmerksamkeit nötig. Rauchentwicklung
muss hier unbedingt vermieden werden. Das Eindringen von Rauch wie
von Feuer kann viel Schaden verursachen, möglicherweise kann die
gesamte Ware im Ofen wertlos werden, wenn es der Brenner mit seiner
Arbeit nicht ganz gewissenhaft nimmt. Eine wichtige Sache ist das
Abbrennen dieser Glasuröfen; hierbei muss der Meister wie der
Brenner seine verfügbaren Fähigkeiten entfalten. Unbedingt muss
das Abbrennen von dem betreffenden Meister überwacht werden, denn,
was man bei dem gesamten Gang des Feuers gut machte, kann beim
Abbrennen wieder verdorben werden. Die Verwendung der für die Temperatur
bestimmenden Segerkegel richtet sich nun wieder nach den Glasuren.
Die Weissware wird in der Regel um einen Kegel höher abgebrannt wie
die farbige Ware, etwa in dem Verhältnisse zu Kegel 05 und 04 oder
04 und 03. Je nach Grösse des Ofens können beim Glasurbrand die
Platten schon in 24 Stunden nach dem Abbrennen ausgesetzt werden.
Betreffs des Abkühlens des Ofens wäre noch zu bemerken, dass sich
dasselbe an das vorher erwähnte beim Rohbrand anschliesst, nur kann
es rascher vor sich gehen, weil der Glattofen schneller erkaltet. Lager. Mit
dem Glattbrand war nun die gesamte Fabrikation abgeschlossen und
kommen nun des Weiteren die Lagerarbeiten zur Besprechung. Die
Platten werden nach dem sie aus den Kapseln ausgeleert sind, in
Tragkasten gestapelt und nach dem Lager gebracht. Auf dem Lager
werden die Platten zunächst nach der Qualität, sodann nach den Grössen
und schliesslich nach den Farben sortiert. Das Sortieren der Platten
kann selbstverständlich umgekehrt erfolgen; einen Massstab hierfür
gibt es nicht. Das
Sortieren der farbigen Platten ist bei Weitem nicht so von
Bedeutung, wie das der weissen Platten, die auch bekanntlich den grösseren
Teil der Fabrikation darstellen. Zum
Sortieren der Grössen gibt es heute eine Menge Apparate, jedoch
sind davon nur einzelne als wirklich brauchbar zu bezeichnen. Diese
Apparate sind weniger zuverlässig wie die primitiven Messapparate
von Holz. Letztere sind insofern zuverlässig, weil sie sich nicht
verändern können, wie der Mechanismus der übrigen Apparate.
Jedoch muss derjenige, der mit dem Holzapparat misst, auch seine
Arbeit gut ausführen. Fehler werden sich beim Sortieren immer
einstellen und wenn es noch so sorgfältig geschieht und überwacht
wird. Es versteht sich dieses ja von selbst, denn man soll sich nur
vergegenwärtigen, wie viele Platten ein Ofen fasst, die in verhältnismässig
kurzer Zeit aussortiert werden müssen und zwar nach allen
erdenklichen Arten. Nun kommt es dabei auch viel auf die Ware an. Liefern
die Brände gute Ware, so mag es noch angehen; dieses erleichtert
das Arbeiten ganz bedeutend. Es kommen aber auch Brände vor, die
weniger zufriedenstellend sind und vielleicht grössere
Farbenverschiedenheiten und Grössendifferenzen aufweisen u. dgl.
mehr. Das Lager wird bekanntlich für alles verantwortlich gemacht,
es soll unbedingt gute Ware für die Expedition liefern, wie dies
zuweilen aber ermöglicht werden soll, ist wieder eine andere Sache. Wenn
die Wandplattenfabrikation nicht so viele Schwierigkeiten bieten würde,
so könnten die Sortierungsarbeiten glatter vor sich gehen, als es
der Fall ist. Nebenbei werden die Platten zuweilen zu sehr bemängelt,
hin und wieder auch grundlos, weil man die Schwierigkeiten der
Fabrikation eben nicht kennt. Nicht
nur, dass die Platten in Qualität, sobald es sich um 1. Wahl
handelt, prima sein sollen, sie müssen auch noch verschiedene
andere gute Eigenschaften aufweisen. Dass nicht alle Brände gleich
ausfallen, daran denkt man natürlich nicht. Die
wichtigste Arbeit bei den weissen Platten ist das Sortieren nach
Farben. Dieses Sortieren kann nach verschiedenen Methoden erfolgen
und in jedem Betrieb wird es anders vorgenommen. In einem Betrieb
erfolgt dieses in der Weise, dass sich der Sortierer an den
Plattenstoss setzt, eine Platte in die Hand nimmt und darnach
couleurt. In einem anderen Betrieb dagegen werden die Platten auf
lange Tafeln aufgelegt und die zusammenpassenden Farben
herausgesucht. Diese letztere Methode ist wesentlich günstiger,
weil die Farben eher zu erkennen und zusammenzupassen sind, als wenn
man sich bloss nach einer einzelnen Platte richtet. Das Sortieren, mag es nun in dieser oder jenen
Weise geschehen, ist immer sehr schwierig und erfordert neben einem
scharfen Auge, grosse Achtsamkeit und Zuverlässigkeit. Sehr
leicht kann es mechanisch werden, wenn ein und dieselbe Person diese
Arbeit andauernd ausführen soll und mag dieselbe noch so zuverlässig
sein. Das Auge ermüdet infolge der Übergrossen Anstrengung und
schliesslich wird der Sortierer derartig erschlafft, dass er die
Farben nicht mehr erkennt. Es ist daher sehr zu empfehlen, dem
Sortierer mehr Unterbrechung in seiner Tätigkeit zu gestatten, denn
treiben lassen sich solche Arbeiten nicht, dadurch werden nur
Differenzen heraufbeschworen. Die vorstehenden Bemerkungen beziehen
sich besonders auf die Sortierungsmethode mit der einzelnen Platte.
Das Sortieren auf der Tafel ist nicht so anstrengend, insofern, weil
zwei Personen dabei tätig sein können, die sich gegenseitig
unterstützen. Bei
dem Sortieren der Platten nach Farbe spielt die Beleuchtung viel
mit, die speziell auch durch den Witterungswechsel erhöht oder
vermindert werden kann. Bei heller Beleuchtung an sonnigen Tagen
oder bei sonnigem Wetter werden die weissen Platten einen anderen
Schein geben als bei mattem Licht oder z. B bei Regenwetter.
Mitunter kommt es vor, dass die Witterung an einem Tag wiederholt
wechselt. Der Sortierer kann dadurch irregeführt werden, wenn er
nicht aufmerksam arbeitet und ständig Stichproben vornimmt. Sind
die Platten durchsortiert nach Grössen, Farben und Qualitäten, so
werden sie am Lager aufgestapelt, sodass sie beim Versand nur
weggenommen werden brauchen. Um den Lagerraum nach Möglichkeit
auszunutzen, macht man die Stösse so hoch wie es angeht. Damit ein
Umfallen der Stösse vermieden wird, kommt immer auf einen abgezählten
Stoss von etwa 50 Stück eine Papierauflage, die gut unterlegt wird,
damit der Stoss auch fest steht. Alle diese Plattenstösse sind
genau bezeichnet nach Qualität, Grösse und Farbe der Platten. Vor Beschädigungen durch Bestossen der
Kanten, Zerkratzen der Glasur etc. müssen die Platten in geeigneter
Weise geschützt werden. Die
Verwertung der Wandplatten. Von welcher Bedeutung eine Wandbekleidung in
vielen Fällen ist, habe ich bereits in den vorangegangenen Ausführungen
hervorgehoben. Gelegenheit zur Ausführung von Wandbekleidungen
findet man ebenso häufig in dem einfachsten Wohnhause wie im
vornehmsten Palais, gleichviel in praktischer wie in dekorativer
Richtung. Es lassen sich vom Praktischen zunächst abgesehen, von
dem heute zu Gebote stehenden Fliesenmaterial Kunstwerke nach jeder
Geschmacksrichtung schaffen. Jedenfalls muss das Plattenfach als ein
bedeutungsvoller und interessanter Industriezweig bezeichnet werden,
weil es sehr abwechslungsreich ist und von dem Fachmann nicht nur
technische Kenntnisse, sondern auch Geschmack und künstlerische Fähigkeiten
fordert. Material
zur Entfaltung der künstlerischen Fähigkeiten bietet die
Plattenbranche mehr als genug, es liegt also nur an dem Fachmann,
dasselbe in geeigneter Weise zu verwerten. Ein
Gebäude, welcher Art es immer sein mag, wird durch Ausschmückung
oder praktische Anbringung von Wandbekleidungen entschieden einen grösseren
Wert repräsentieren als ein Gebäude, in dem die Wandbekleidungen
ganz fehlen oder nur vereinzelt zu finden sind. Wie geschmackvoll und sauber repräsentiert
sich ein Hausflur durch eine Wandbekleidung, zumal wenn dieselbe
stets reinlich gehalten wird. Mögen
die Flurwände durch Bemalen oder durch einen Anstrich mit Oelfarbe
herausgeputzt sein, sie werden immer nur monoton wirken und dann
erst recht unscheinbar aussehen, wenn sie nicht reinlich gehalten
werden. Sehr leicht werden diese Wandflächen natürlich auch durch
Scheuern des Fussbodens verunreinigt und bespritzt. In den meisten Fällen
lassen sich diese Schmutzflecke, die durch das Scheuern verursacht
werden, nicht wieder entfernen. An einer Wandbekleidung mit Fliesen
dagegen haften diese Flecke nicht, sie können sofort wieder
beseitigt werden und der Belag ist dann wieder reinlich und sauber. Das
Gleiche gilt für die Aussenfassade eines Gebäudes. Hier können
die vielfachen frostsicheren Plattensorten in jeder Weise verwendet
werden, wenn man nicht eine Verkleiduug der Fassade mit Verblendern
vorzieht. Besonders bei freistehenden Gebäuden, Landhäusern,
Villen etc. bietet die Plattenverkleidung einen Schutz gegen die
Unbill der Witterung. Der gewöhnliche Mörtelverputz ist bei
solchen Gebäuden nur von kurzer Dauer und macht wiederholte
Reparaturen in kurzen Zeitabschnitten nötig. Die Bekleidung mit
Platten dagegen ist nicht nur sehr dauerhaft, sondern ziert auch das
Gebäude und erhöht den Wert desselben wesentlich. Sodann
bieten die Wandplatten dem Baufachmann ein wichtiges Material zur
Ausschmückung von Innenräumen. In jeder Nische der Diele können
die Fliesen in hübschen Gruppierungen Verwendung finden, zumal sich
dafür Restposten gut verwerten lassen. Vornehm wirkt auch ein Treppenaufgang mit
Fliesenbekleidung. Hier ist die Anbringung von Fliesen besonders
vorteilhaft und die Wirkung ist zuweilen eine hervorragende. Eine
vornehme Badestube ohne Fliesenbekleidung kann man sich überhaupt
nicht denken. In
diesen Räumen bietet die Wandbekleidung etwas ganz besonders
Wertvolles, einerseits hinsichtlich der Sauberkeit und des leichten
Reinigens und anderseits, weil sie das Mauerwerk schützt, das durch
die Wasserdünste viel leidet. Unbedingt notwendig macht sich die
Fliesenbekleidung neben dem Bodenbelag in Klosetts und Pissoirs.
Aber bedauerlicherweise finden in solchen Räumen die Fliesen noch,
viel zu wenig Verwendung. In Grossstädten wird man diese
Wahrnehmung weniger machen, wie in Kleinstädten und auf dem Lande.
In vielen Orten, zuweilen auch in solchen mit einer grösseren
Einwohnerzahl, ist eine Fliesenwandbekleidung in den erwähnten Räumen
überhaupt nicht zu finden. Dieselben sind hin und wieder in Zuständen
anzutreffen, die dem Menschen den Aufenthalt unmöglich machen. Die
Kosten für die Auskleidung dieser Räume sind doch im Verhältnis
zur Bedeutung und den Wert hinsichtlich der Dauerhaftigkeit nur
gering, zumal man für solche Beläge eine geringere Qualität
verwenden kann. Es wäre entschieden an der Zeit, dass behördlicherseits
Bestimmungen getroffen würden, die eine Bekleidung der bezüglichen
Räume bedingen. Ebenso
von Bedeutung ist die Wandbekleidung wie auch der Bodenbelag in Räumen,
in denen Lebensmittel aufbewahrt und zubereitet werden, u. a. in Küchen,
Gewölben, Backstuben, Wurstküchen etc. Durch die bekleideten Wände
kann eine bedeutend grössere Reinlichkeit möglich werden, weil die
glatten Flächen Staub etc. wenig aufnehmen und die Reinigung ohne
grosse Mühe erfolgen kann. Es
kommt nicht selten vor, dass in diese Räume, abgesehen von den
weniger Ekel erregenden Mäusen auch Ratten, Frösche und Kröten
etc. eindringen, zumal wenn die Räume im Parterre oder im Keller
liegen. Durch die Auslegung des Bodens und Bekleidung der Wände mit
Platten wird diesem Ungeziefer das Eindringen unmöglich gemacht. Wenn
schon der blosse Gedanke an dieses Getier, wenn es in den Räumen
haust, mehr wie ekelerregend ist, so können durch das Annagen von
Lebensmitteln von etwa vergifteten Mäusen und Ratten die
schlimmsten Krankheiten entstehen. Es kommt ja auch vor, dass
Krankheiten entstehen, deren Ursprung nicht zu ergründen ist. Wie
dieses Ungeziefer in den benannten Räumen sein Unwesen treibt, das
beweisen zur Genüge die vorliegenden Tatsachen, es könnte darüber
vieles noch angeführt werden, aber darüber sich ernstlich
aussprechen, ist unter Umständen ein Risiko. Mehr wie recht und billig dürfte es jedoch
sein, wenn die Fliesengeschäfte darauf mehr Interesse an den Tag
legen würden und darauf hinwirkten, dass der Plattenbranche von behördlicher
Seite die genügende Unterstützung zuteil wird. Die Unterstützung
der Plattenbranche von Seite der Behörde ist ohnehin schon
anerkennenswert, weil man die Fliesenbekleidung für gewisse Räume
bei städtischen und sonstigen behördlichen Bauten vorschreibt.
Durch Hinweisung auf diese oder jene Umstände würde sich jedoch
noch wesentlich mehr erreichen lassen. Versetzen
der Platten. Das Versetzen der Wandplatten, sowie der übrigen
Plattensorten, wie Verblender etc., erfordert genügende Erfahrung
und Uebung. Das Ansetzen der Platten an sich ist zwar nicht
schwierig, jedoch sind hierbei verschiedene wichtige Punkte zu
beachten, wenn die Arbeiten sachgemäss ausgeführt werden sollen. Selbst
die Arbeiten, die von tüchtigen und geübten Leuten ausgeführt
worden sind, haben zuweilen scharfe Kritiken zu bestehen; bei
Arbeiten, die von weniger geübten Leuten ausgeführt wurden, sind
die Bemängelungen natürlich um so grösser. Es handelt sich dabei
nicht nur darum, dass die Beläge ein gefälliges und sauberes
Aussehen haben, sondern auch dass vor dem Ansetzen alle nötigen
Vorarbeiten sachgemäss ausgeführt und die Massregeln, die ein
guter Plattenbelag bedingt, getroffen worden sind. Bei
Mauerwerk in Neubauten sind grosse Schwierigkeiten für den weniger
geschulten Leger nicht zu finden, da die Wände zum Ansetzen der
Platten schon ordnungsmässig bauseitig hergestellt sind. Sie sind
trocken, soweit es sich nicht um tiefliegende Räume handelt und
solche die an Felsen oder Erdreich liegen. Dagegen muss altes
Mauerwerk vorher in geeigneter Weise für den Plattenbelag
hergerichtet werden. Der Putz ist von solchen Mauerflächen durch
Abschlagen desselben etc. zu beseitigen und ungleiche Flächen müssen
durch Abstemmen, wenn sich dieses nötig macht, geebnet und
Vertiefungen vermittels Zementmörtel ausgeglichen werden. Sind
die betreffenden Wände feucht, so wird dem Bindematerial ein
Dichtungsmittel wie Biber, Aquabar, Ceresit oder Zechit zugesetzt. Um
dem Plattenbelag noch mehr Schutz gegen Nässe zu geben, ist die
Anbringung einer Isolierschicht von Korkplatten sehr vorteilhaft.
Diese Korkplatten, die etwa 3 cm stark sind, werden durch Annageln
an das Mauerwerk befestigt. Diese Vorsichtsmassregel ist bei nässenden
Wänden sehr zu empfehlen und wird auch sehr häufig angewandt. Sind Platten an Holzwänden anzusetzen, was
sehr oft vorkommt, so sind diese Wände vor Fäulnis in der Weise zu
schützen, dass sie mit Dachpappe benagelt werden. Noch
vorteilhafter ist die Anbringung von Bleipappe; dieselbe verteuert
jedoch das Ansetzen nicht unwesentlich. Um einen guten Halt des
Bindematerials an den Flächen zu erzielen, kann auf diese Pappe
Drahtgewebe genagelt werden. Für
das Ansetzen der Platten werden von dem Werk oder dem Spezialgeschäfte,
das die Platten liefert, Werkpläne angefertigt, die dem Leger die
Arbeit viel erleichtern, weil in denselben die Feldereinteilung mit
allen nötigen Teilstücken eingezeichnet ist. Ein
gewandter Leger wird sich vor Beginnen der Arbeit die Platten, die
er für die zu beginnende Fläche benötigt, zurecht legen und, wenn
möglich, genau zusammenpassen, was die Couleur anbelangt. Das
Versetzen der Platten erfordert besonders grosse Geschicklichkeit in
Bezug auf das Zusammenstellen der Farben. Einen guten Plattenbelag
zu schaffen ist unter Umständen schwierig, besonders dann, wenn das
Material in gewissen Beziehungen mangelhaft ist. Aus jedem
Plattenmaterial lässt sich jedoch ein guter Belag schaffen, wenn
sich der Leger dabei Mühe gibt. Passt der Leger die Platten nicht
in geeigneter Weise zusammen, solange die Platten noch trocken sind,
so kann es vorkommen, dass der Belag ungleichmässig in Farbe ausfällt.
Sind die Platten einmal nass, so ist ein Aussuchen der Farben
logischer Weise nicht mehr möglich, weil die Platten
verschiedentlich mehr oder weniger Wasser aufsaugen je härter oder
weicher sie sind und dass sich unter hundert Platten einige finden,
die weicher oder härter im Scherben sind, ist ja selbstverständlich.
Die Platte, die mehr Wasser aufgenommen hat, wird dunkler in Farbe
sein wie diese, die weniger Wasser aufnahm. Vor dem Ansetzen werden nun die Platten in
reines Wasser gelegt, und bleiben solange darin, bis sie kein Wasser
mehr aufnehmen. Man nimmt nur reines Wasser und wechselt es ziemlich
oft. Es ist auch darauf zu achten, dass es nicht durch Seife, Fett
und Oel etc. verunreinigt wird, denn derartige unreine und besonders
fette Stoffe beeinflussen den Belag im Aussehen. Der
Leger zieht sich sodann in der Höhe der Sockelplatte bezw.
Scheuerleiste eine Schnur, um die gerade Linie festzustellen, setzt
dann die erste Platte eventuell den Sockel, wenn ein solcher in
Verwendung kommt, an, und misst dann die Höhe ab, wobei er für
Fuge pro Meter etwa 10—12 cm zu berücksichtigen hat. Kommt grosse
Fuge beim Ansetzen in Frage, so muss er sich eben nach der Breite
dieser Fuge halten und dementsprechend mehr zugeben. Die grossen
Fugen haben sich in verschiedenen Gegenden gut eingeführt und
speziell bedient man sich dieser bei farbigen Belägen. Sie wirken
mitunter sehr vornehm, durch den weissen Marmorzement, womit die
Fugen ausgestrichen werden und der bei dunklen Farben besonders
hervortritt. Hat
sich nun der Leger die Höhe genau ausgemessen, so beginnt er mit
dem weiteren Verlegen und setzt zunächst noch die oberste Platte
an, über dieser er ebenfalls eine Schnur zieht, damit er die
gleiche Linie beibehält. Zunächst
setzt er die unterste Plattenreihe an der vorgenommenen Fläche
durch und setzt dann immer schichtenweise weiter. Die Platte belegt er auf der ganzen Fläche
mit dem Bindematerial (Zementmörtel), setzt dieselbe an und klopft
mit einem Holzhammer oder mit dem umgedrehten Hammer (also mit dem
Hammerstiel) die Platte an. Mit dem Kopf des Hammers dürfen Schläge
gegen die Platte nicht ausgeführt werden. Machen sich irgendwelche
Teilstücke noch nötig, so muss sich der Leger dieselben
herstellen. Er bezeichnet das erforderliche Teilstück auf der
Platte mit Blei oder dem allgemein gebräuchlichen Aluminiumstift,
reisst diese Linie dann mit dem Diamant an, legt die Platte auf das
Knie und verfolgt die Anzeichnung bezw. die Linie mit dem Dorn oder
Meissel, nachdem er an beiden Kanten die Teilung etwas stärker
angeschlagen hat. Er
wiederholt dann dieses Anschlagen auf der Rückseite der Platte
ebenfalls. Durch einen genau geführten kräftigen Schlag gegen die
Mitte mit Meisel und Hammer springt das gewünschte Stück ab. Bei
einiger Uebung können die Teilstücke von Platten ohne Bruch ganz
gut abgenommen werden. Es gibt hierzu auch verschiedene Apparate,
die sich aber nur in seltenen Fällen als wirklich praktisch und
brauchbar erwiesen haben. Das
Teilstück wird dann mit einem kleinen scharfen Hammer entsprechend
bearbeitet, indem man das Fleisch der Platte abschlägt, bis der
Rand des Stückes eine scharfe Kante gibt. Zum Zuschleifen des
Randes bedient man sich eines Sandsteines oder
Carborundumschleifers. Uebrig bleibende Stücke werden der
Sparsamkeit halber beiseite gelegt, damit sie für andere Zwecke
wieder verwendet werden können. Eckleisten,
Nippel etc. werden ausgespart und später meist erst angesetzt. Gibt
sich Gelegenheit, diese Stücke gleich anzusetzen, so wird man es
natürlich tun und bei einzelnen Ecken besonders. Innere Eckanschlüsse
müssen gleich mit den Platten verlegt werden, meistenteils lässt
es sich schon nicht anders machen. Bei
Achteckplatten werden hin und wieder die Einlagen später
eingesetzt, dieses ist jedoch nicht zu empfehlen, sie werden nie so
fest sitzen wie die Einlagen, die gleich mit den Platten eingelegt
worden sind. Meist sitzen diese nachträglich eingesetzten Einlagen
nur krumm und schief, wodurch das Aussehen der Fläche jedenfalls
nicht gewinnt. Besonders ist beim Versetzen der Platten
darauf zu achten, dass sie nicht hohl sitzen und keine Lücke
vorhanden ist. Bei feuchtem Mauerwerk darf dieses besonders nicht
vorkommen, weil der Belag durch Eindringen von Nässe wie auch
Wasser frühzeitig defekt werden würde. Die
Platten müssen vom Mauerwerk durch die Mörtelfuge vollständig
getrennt sein. Es ist daher nötig, den Belag entweder gut
auszuspachteln oder mit Zementmilch auszugiessen. Letzterer Vorgang
ist noch der sicherste, weil sich die Zementmilch hinter dem Belag
gut verteilt. Diese Zementmilch braucht nicht aus blankem Zement
bestehen, sondern sie kann auch durch Verdünnen des Bindematerials
hergestellt werden. Selbstverständlich
ist, dass das Versetzen mit peinlichster Sorgfalt geschehen muss,
sodass nicht ganze Teile abgelöst und wieder neu versetzt werden müssen.
Dieses kann bei nicht geübten Legern nämlich leicht vorkommen.
Reinlichkeit muss hierbei ebenfalls am Platze sein, die Flächen dürfen
nicht unnötiger Weise mit Zementmörtel beklext werden, da sich
derselbe nur schwer wieder entfernen lässt. Ist
der Belag fertig, so wird er mit Marmorzement, der zu einer breiigen
Masse hergerichtet wird, ausgefugt und sogleich abgerieben und
vollständig gereinigt. Es ist natürlich dabei darauf zu achten,
dass der Zement aus den Fugen nicht wieder herausgewischt wird. Man
verwendet zum Abfegen nur einen sauberen Lappen, damit die Fugen
nicht schmutzig werden. Sind
die Arbeiten in dem betreffenden Raum beendet, so sind die Türen
und Fenster zu öffnen, damit der Belag gehörig austrocknen kann. Die Austrocknung dauert mitunter sehr lange,
es können Wochen und auch Monate vergehen. Solange der Belag nicht
trocken ist, ist ein Urteil über die Farbenstellung, die bei
weissen Platten besonders grosse Kritiken zu bestehen hat, naturgemäss
nicht zu fällen. Zu dem Ausfall des Belages in Bezug auf die
gleichmässige Farbenstellung sei besonders bemerkt, dass
Farbenabweichungen bei Belägen mit weissen Platten auch von bester
Qualität nur bis zu gewissen Grenzen zu umgehen sind. Die
Kritiken bei weissen Wandbekleidungen sind zuweilen zu strenge, und
die Differenzen, die dadurch entstehen, nehmen hin und wieder grosse
Dimensionen an. An
einen Plattenbelag werden manchmal, oder auch sehr oft,
Anforderungen gestellt, die schon als übertrieben bezeichnet werden
müssen. Vom rechtlichen und sachlichen Standpunkt muss es aber in
dieser Richtung gewisse Grenzen geben. Was man unter der Bezeichnung
I. Qualität versteht, darüber gibt es noch viel Unklarheit und
Meinungsverschiedenheiten. Bei einem Plattenbelag muss immer berücksichtigt
werden, dass es sich um keramische Erzeugnisse handelt, die vom
Feuer abhängen, es kann daher unmöglich verlangt werden, dass eine
Platte genau die Farbe hat wie die andere. Kleine Abweichungen
kommen immer vor. Wenn die Farbabweichungen nicht merklich
hervortreten, können sie als Fehler nicht bezeichnet werden.
Fehlerhaft kann der Belag nur dann sein, wenn die eine oder andere
Platte wesentlich absticht. Bei minderwertigen Qualitäten II. und
III. Wahl müssen selbstverständlich Farbabweichungen mit in den
Kauf genommen werden. - Versteht es aber der Plattenleger, die
Platten richtig zu versetzen, so können die bei diesen Qualitäten
vorkommenden abweichenden Platten ebenso gut verteilt werden, dass
der Belag ein gutes Aussehen erhält. Immerhin muss aber bei solchen
Belägen eine Rücksicht auf die Qualität und demzufolge auch
niederen Preis genommen werden. Eine grosse Rolle spielt bei Wandbekleidungen
die Beleuchtung. Ein Belag, der durch ein Fenster Streiflicht
bekommt, wird nie so gut aussehen, wie ein Belag an einer Wand ohne
Beleuchtung. Das Licht kann zuweilen den Belag sehr beeinträchtigen.
In vielen Fällen findet aber eine Belehrung keine Beachtung, die
betreffende Wandfläche wird einfach als mangelhaft ausgeführt
hingestellt. In
der Tat hat sich vielleicht der Leger die grösste Mühe gegeben,
den Belag gut auszuführen. Ein Belag mit ungünstiger Belichtung
erfordert ohnehin mehr Arbeit und Achtsamkeit, das weiss ein geübter
Leger sehr wohl, und er gibt sich auch dabei mehr Mühe, um seine
Arbeit gut auszuführen, und um nicht Differenzen zu begegnen.
Jedoch bei grösster Sorgfalt bleiben ihm Differenzen sehr häufig
nicht erspart. Bei
der Ausführung von Wandbekleidungen sind so viele wichtige Punkte
zu berücksichtigen, dass sie einzeln nicht angeführt werden können. Sehr
von Bedeutung ist die Verwendung von gutem Zement. Billiger Zement
wird nie die guten Erfolge gewährleisten, es ist damit stets ein
Risiko verbunden. Schlackenzement und derartige Sorten dürfen nicht
verwendet werden, weil sie sehr oft Durchschläge verursachen. Es
kommen unter den Zement Sorten vor, die in den Belägen schwarze
Flecken erzeugen. Wird der Zement bauseitig geliefert, so hat sich
das betreffende Plattengeschäft etc. immer zu vergewissern, wie
derselbe beschaffen und von welcher Sorte er ist. Das
Bindematerial besteht entweder aus scharfem Sand, hydraulischem Kalk
und Portlandzement oder aus Kalkmörtel und Zement. Das
Mischungsverhältnis ist nicht immer gleich und richtet sich nach
der Beschaffenheit der Wandflächen und besonders danach, wo die
Platten angesetzt werden und zwar in Innenräumen mit trockenen
Wandflächen bei weniger geschützten Flächen, zu denen Nässe
treten kann, oder Aussenverkleidungen. Das normale Verhältnis der Mischung ist von
den ersteren Materialien 1 Teil Kalk, 2 Teile Zement und 3 Teile
Sand; bei letzteren Materialien 2 Teile Mörtel und l Teil Zement,
mit dem entsprechenden Zusatz von Zement bei feuchten Wänden oder
Aussenverkleidungen. Bei Aussenbekleidungen ist eine Mischung von
gleichen Teilen Zement und Mörtel erforderlich. Da
beim Plattenversetzen die Ausführung von Bädern eine wichtige
Sache ist, so ist auch diesen Arbeiten Rechnung getragen und einige
Bäder der meist vorkommenden Ausführung in primitiven, Skizzen
abgebildet, die vorkommenden Falles gute Anhaltspunkte geben werden. Die abgebildeten Badewannen sind nicht
scharfkantig, sondern mit Hohlkehlen an den einspringenden Ecken
dargestellt. Die Badewannen werden in den meisten Fällen in dieser
Art ausgeführt, nicht selten findet man sie auch mit scharfen
Innenecken.
Bad l ist 3 Platten tief versenkt und mit
seitlichen Stufeneinstieg. Die 4. Plattenreihe ragt, wie aus der
Skizze ersichtlich ist, über den Fussboden hinaus. Abgedeckt ist
die Wanne mit Rundungsplatten und die äusseren Ecken sind nicht mit
Eckleisten sondern ebenfalls mit Rundungsplatten hergestellt. Die äusseren
Ecken können verschiedene Rundungen erhalten. Man verwendet zur
Abrundung die bereits erwähnten Rundungsplatten (Platten mit
Rundung), Eckleisten mit kleiner Rundung bezw. Radius, oder
grosser Rundung.
Bad 2 hat die gleiche Ausführung wie Bad 1,
ist aber nur eine Platte tief versenkt.
Bad 3 ist ebenfalls eine Platte tief versenkt
und mit schräger Kopfwand hergestellt. Die
Ausführung der Bäder kann sehr verschieden sein, es hängt natürlich
die Art der Ausführung von dem Geschmack des Bauherrn oder des
auszuführenden Fachmannes ab. Bei den skizzierten Bädern sind die
Platten Fuge auf Fuge versetzt. Vielfach versetzt man die Platten
auch im Fugenverband, was auch gut aussieht. Für
die Stufen müssen auf jeden Fall geriffelte Platten verwendet
werden um ein Ausgleiten beim Einsteigen in die Wanne zu verhindern.
Sehr zu empfehlen sind die geriffelten Platten auch für den Boden
der Wanne, weil dieselben dem Fuss einen sicheren Halt geben. Es
werden zwar sehr häufig glatte Platten zum Belegen des Bodens
verwendet, aber zur Vorsicht ist es immer angebrachter, wenn die
Platten geriffelt sind. Eine besonders sachgemässe Ausführung
erfordert die Herstellung des Wannenkörpers. Er wird aus
Mauerziegeln aufgebaut und in genügender Weise mit Zementmörtel
gedichtet, damit er vollkommen wasserdicht wird. Hier ist es wieder
sehr angebracht, dem Zementmörtel etwas von den bereits vorerwähnten
Dichtungsmitteln zuzusetzen. Frostsichere
Platten und Verblender. Ausser den vorherbeschriebenen Plattensorten
werden in den meisten Wandplattenfabriken auch noch andere in's Fach
einschlagende Fabrikate hergestellt und hierzu gehören die
frostsicheren Platten und die Verblender verschiedener Arten. Man
findet hier die Steingutverblender, Steinzeugverblender,
Tonverblender oder Spaltviertel, die Mosaik- und
Porzellanverblender. Alle
diese Verblendersorten werden jedoch nur selten in einem Betrieb
hergestellt, es hat vielmehr jedes Werk seine Spezialität. Es gibt
heute allerdings schon eine grössere Anzahl Werke, die auf
verschiedene Fabrikate eingerichtet sind, z. B. für Wand- und
Mosaikplatten; ein derartiges Werk ist natürlich in der Lage, alle
möglichen Plattenfabrikate herzustellen und man findet dort auch
eine rationelle Betriebseinrichtung, sodass dem gesamten Bedarf am
Plattenmarkte Rechnung getragen werden kann. Da
die Nachfrage für die frostsicheren Platten sich immer mehr geltend
machte, so hat man sich diesen Fabrikaten in den letzten Jahren ganz
besonders gewidmet und die Erfolge, die auf diesem Gebiete erreicht
wurden, sind sehr bedeutend. Es
werden heute frostsichere Plattensorten hergestellt, die in jeder
Beziehung die Bezeichnung „frostsicher" verdienen. Durch die
Einführung dieser Platten hat man die diversen anderen Fabrikate
zur wetterbeständigen Verwendung, zum grossen Teil verdrängt. Man
findet dieses frostsichere und wetterbeständige Material in
verschiedenen Grössen und Sorten. Zunächst hat man die
frostsicheren Wandplatten in den üblichen Grössen von 146/146 mm
bis 152/152 mm. Sodann kommen die Verblender in den Grössen eines
Ziegelkopfes 12x7 cm in 1 cm und 2 cm Stärke, scharfkantig und mit
Fase. Diese letzteren Verblender werden auch mit Einschnitten auf
der Rückseite hergestellt, was einen wesentlichen Vorteil beim
Ansetzen bietet, da durch diese Einschnitte ein guter Halt
geschaffen wird, sodass Erschütterungen und Frosteinwirkung auf den
Belag ohne Einfluss sind. Unter
der Bezeichnung „frostsicher" und „wetterbeständig"
versteht man ein Material, das sich gegen jeden Einfluss durch
Feuchtigkeit und Frost vollkommen widerstandsfähig erweist. Der
Scherben muss durch und durch gesintert sein, also einen verglasten
Körper bilden, der Wasser nicht aufnimmt. Es wird heute nur wenige
unter den bezeichneten Fabrikaten geben, die sich nicht als
wetterbeständig erweisen. Die Herstellung dieser Plattensorten ist
nicht so schwierig für den Praktiker, dass anzunehmen wäre, dass
die Platten Unvollkommenheiten aufweisen. Natürlich
erfordern die diversen Fabrikate verschiedene Behandlungen beim
Versetzen. Mit der Eigenschaft des Scherbens muss immer gerechnet
werden, denn derselbe ist doch hin und wieder verschieden. Der Körper
des Porzellanverblenders, sowie auch der des Steingutverblenders ist
mehr glatt und wenig oder gar nicht porös, während der des Steinzeug-,
sowie Mosaikverblenders eine Porosität zeigt. Beim
Ansetzen der ersteren Sorten ist ganz besondere Achtsamkeit wie auch
Sachkenntnis nötig. Das Ansetzen der Verblender ist daher
wesentlich komplizierter wie das der Wandplatten. Der Körper der
Wandplatte saugt Wasser auf, sodass ein Abbinden mit dem
Bindematerial von selbst stattfindet, da beide Teile Feuchtigkeit
besitzen. Der Verblender, der kein Wasser aufnimmt, muss
infolgedessen sorgfältiger mit dem Mörtel in Verbindung gebracht
werden, wenn nicht eine Lockerung desselben nach dem Verlegen sich
einstellen soll. Ferner bietet das Ansetzen der Verblender in
der Weise Schwierigkeiten, dass er sich schlecht zuhauen lässt. Das
für eine jeweilige Fläche erforderliche Material muss demzufolge
passgerecht bezogen werden, sodass alles nach dem Werkplan stimmt.
Beim Zuhauen gibt es in der Regel Bruch, zumal,
wenn es von weniger sachkundigen Leuten geschieht. Abgesehen
von dem entstehenden Bruch ist es noch sehr zeitraubend, es ist
daher zu empfehlen, sich dieses harte Plattenmaterial vom Werk oder
dem liefernden Spezialgeschäft passend nach dem Plan liefern zu
lassen. Die
Zusammensetzung des Bindematerials ist bei diesem Plattenmaterial
nicht immer gleich, man richtet sich hierbei stets nach den Verhältnissen. Bei
Flächen, die den Witterungseinflüssen ausgesetzt sind, ist eine
Zusammensetzung von gleichen Teilen Kalkmörtel und Zement zu
empfehlen, dabei ist zu beachten, dass nur 1a. Zement verwendet
wird. Sind die Flächen mehr geschützt, so kann auch 1 Teil Zement
und 2 Teile Kalkmörtel genommen werden. Die Wandflächen müssen
natürlich ebenfalls gerauhwerkt sein, wie bei dem Versetzen der
Wandplatten, (Siehe auch Versetzen der Wandplatten). Obwohl
diese frostsicheren Plattenfabrikate in jeder Richtung als
erstklassig bezeichnet werden müssen, wie bereits erwähnt, so
nehmen die Bemängelungen in dieser und jenen Weise noch immer kein
Ende und zumeist in dem Punkte des Haarrissigwerdens der Glasur. Die
Haarrisse zeigen sich indes nicht auf allen Verblenderfabrikaten,
sondern hauptsächlich nur auf diesem Scherben, der mit
Majolikaglasuren überzogen ist. Es
ist schon vielfach darauf hingewiesen worden, dass diese Haarrisse
nichts zu bedeuten haben, weil sie nur in der Glasur liegen, diese
aber so hart gebrannt ist, dass durch ein Eindringen von
Feuchtigkeit, wenn dies der Fall wäre, und Abgefrieren oder Abblättern
der Glasur nicht möglich ist. Diese Glasurrisse entstehen nur dadurch, weil
der poröse Körper der Platte eine grössere Dehnungsfähigkeit
besitzt, wie die Glasur infolge ihrer glasigen Eigenschaft. Bei
irgendwelchen Einflüssen, sei es durch Kälte oder Wärme, findet
ein Prozess der beiden Körper, des Scherbens und der Glasur, statt.
Hauptsächlich ist dies beim Abkühlen der Platten, wenn sie aus dem
Ofen kommen, der Fall. Der
Scherben hat, wie erwähnt, eine grössere Dehnungsfähigkeit wie
die Glasur, er dehnt sich deshalb schneller aus und zieht sich
ebenso schnell wieder zusammen, während die Glasur sich nur
langsamer zusammenziehen kann. Die Spannung ist dabei derart, dass
die Glasur dem raschen Zusammenziehen des Scherbens nicht Stand zu
halten vermag und es erfolgt hierbei eine Zersplitterung der feinen
Gefüge. Einen
Einfluss auf die Dauerhaftigkeit des Materials haben diese
Glasurrisse nicht, sodass ein Defektwerden des Belages absolut nicht
zu befürchten ist. Sehr
viel wird auch die Glasurlage, wenn sie bei Belägen etwas unregelmässig
ausfällt, bemängelt. Ein Kenner der Fabrikation wird genau wissen,
wie schwer eine gleichmässige Glasurlage bei diesem harten Material
zu erzielen ist. Wollte man bei einem Verblenderbelag mit
Majolikaglasuren eine gleichmässige Glasurlage bezw. eine egale Färbung
verlangen, so müssten die diversen Flächen erst zusammen kouleurt
werden, was aber nur bei einem grösseren Lagervorrat möglich wäre.
Für einen derartigen Belag müsste jedoch ein entsprechend höherer
Preis gefordert werden. Eine
Fläche mit einer egalen Färbung gibt jedoch keine so gute Wirkung
als diese, wo die Farbenverschiedenheiten dunkler und heller sind,
was jeder Fachmann zugeben wird. Dadurch, dass die Platten dunklere
Ränder zeigen, kommt der Belag erst zur Geltung, weil dieselben bei
Belichtung Reflexe geben. Einen
Belag so herzustellen, wie er zuweilen verlangt wird, ist bei diesem
Material an sich nicht denkbar, es muss hier ebenfalls damit
gerechnet werden, dass man es mit einem keramischen Fabrikat zu tun
hat, das vom Feuer und von diversen anderen Umständen abhängig
ist. Die
Platten sind, wenn sie auch bei einem Feuergrad gebrannt werden,
nicht gleich in Härte, weil der Stand im Ofen viel beeinflussend
ist. Der weichere Körper zieht mehr Glasur an wie der festere und härtere
Körper, und die Platte, die mehr Glasur aufgesaugt hat, wird daher
dunkler ausfallen. Die dunklen Ränder entstehen auch dann, wenn die
Glasur schärferem Feuer ausgesetzt ist. Die Glasur fliesst in
diesem Fall mehr und zieht sich nach den Kanten, wo sie sitzen
bleibt. Bei
manchem Stück ist der eine Rand dunkler wie der andere, was davon
herrührt, dass dasselbe in der Kapsel etwas schief gelegen hat, die
Glasur ist in diesem Fall mehr nach einer Seite gelaufen. Gegen
diese Vorkommnisse lässt sich aber nichts tun. Beim Einsetzen der
Platten in die Kapseln wird stets strenge darauf gesehen, dass
dieselben gerade aufliegen, jedoch nach der Wasserwaage kann man sie
doch nicht einsetzen. Diese Flusskanten lassen sich bei der grössten
Vorsicht nicht vermeiden. Die erwähnten Punkte lassen sich in der
Fabrikation nicht umgehen und müssen vom Konsumenten in den Kauf
genommen werden. Fussbodenplatten. Wenn der Verbrauch an Wandplatten im Baufache
schon ein bedeutender ist, so ist er im Verhältnis zum Verbrauch
der Fussbodenplatten prozentual noch gering, insofern als für die
Fussbodenplatten eine weit grössere Verwendung vorhanden ist, wenn
man die Plattensorten, die auf den Markt gebracht werden, in ein
Ganzes zusammenfasst. Die
Fabrikation von Fussbodenplatten von der einfachen Tonplatte bis zur
Mosaikplatte, ist nicht nur als eine sehr umfangreiche zu
bezeichnen, sondern man möchte annehmen, dass in diesen
Fabrikationszweigen sich tatsächlich schon eine völlige
Ueberproduktion bemerkbar macht. Die Marktlage ist schon seit Jahren
keine günstige mehr. Durch die wiederholten Lähmungen der Bautätigkeit
sind einerseits ungünstige Verhältnisse am Plattenmarkt
hervorgerufen worden und andererseits sind aber in kurzen
Zeitabschnitten so viele neue Werke entstanden und die Bodenplatten
sind von verschiedenen Werken eingeführt worden, dass man sich
sagen muss, es gibt heute mehr Werke dieser Branche, als nötig
sind. Neben
der bedeutenden Konkurrenz machen sich auch die immer mehr
auftauchenden Surrogate (Zement- und Kunststeinfabrikate etc.) sehr
fühlbar, wiewohl die keramischen Erzeugnisse immer die Oberhand
behalten werden, weil sie die auf kaltem Wege hergestellten
Erzeugnisse nach wie vor an Dauerhaftigkeit weit übertreffen. Die
Herstellung der Fussbodenplatten ist eine vielseitige und selbst die
Fabrikate weisen wesentliche Unterschiede auf. Im Nachstehenden sind
deshalb die Fabrikationshergänge der diversen Platten in kurzen
Umrissen geschildert. Die
gewöhnliche Tonplatte wird auf nassem Wege hergestellt. Sie besteht
aus einer Mischung von mehreren und verschiedenen Tonsorten mit
Schlacke. Auf der Strangpresse werden diese Platten ähnlich der
verschiedenen Ziegelfabrikate hergestellt und die Formen werden
ihnen durch Nachpressen in lederhartem Zustande gegeben. Der
Scherben der gewöhnlichen Tonplatte ist porös, nimmt also Wasser
auf und ist diese Platte mit der gesinterten Steinzeug- oder Füllmasseplatte
nicht zu vergleichen, was die Härte anlangt. Die
Tonplatte, wenn sie auch nicht die Härte der Steinzeug- und
Mosaikplatte besitzt, ist in manchen Arten sehr brauchbar und erfüllt
ihre Bedingungen vollständig. Die Mosaik- und Steinzeugplatten sind
nicht für jeden Belag geeignet, man greift in diversen Fällen
lieber zur Tonplatte, weil sie nicht so glatt ist wie erstere.
Besonders für Durchfahrten wird sie gern verwendet, weil sie
elastischer ist und ein Ausgleiten der Pferde etc. beim Betreten
nicht so befürchten lässt wie die Steinzeugplatten, deren Oberfläche
viel glatter ist. Wie gern die Tonplatte verwendet wird, beweist ja
die grosse Produktion in diesem Fabrikationszweig. In
grossem Umfange werden auch die Steinzeug- oder Füllmasseplatten
hergestellt. Sie gleichen in ihren Eigenschaften sehr den
Mosaikplatten und werden daher auch durchschnittlich als solche
bezeichnet, obwohl diese Bezeichnung ganz und garnicht zutrifft. Die
Bezeichnung ,,Mosaikplatte" kann sich nur auf die
Herstellungsweise beziehen, aber nicht auf die
Ausführung und den Begriff. Die
Füllmasseplatten werden ähnlich wie die Wandplatten auf trockenem
Wege durch Pressen mit hydraulischem Druck bei ca. 200 Atmosphären
hergestellt. Die Massen werden zum Teil auf chemischem und zum Teil
auch auf natürlichem Wege durch Vermengen verschiedenartiger
farbiger Tone und inniger Vermahlung auf den Mühlen geschaffen. Die
farbigen Massen, die auf chemischem Wege gefärbt werden, erfordern
eine sehr sachgemässe und auch komplizierte Zusammensetzung. Zur
Herbeiführung der Sinterung werden den Tonen Flussmittel, wie Quarz
und Feldspath, zugesetzt und die Platten werden bei hoher
Temperatur, bei 12-1300°, gebrannt. Der Scherben zeigt daher einen
verglasten Körper, der Wasser und Feuchtigkeit nicht aufnimmt. Die
Oberfläche der Platten ist undurchdringlich, Oele und sonstige
Fettstoffe können in den Scherben nicht eindringen und Säuren können
die Platten ebensowenig angreifen, wie ihnen auch Frost nicht
schaden kann. Die
Eigenschaften der Mosaikplatten sind die gleichen wie bei den Füllmasseplatten,
denn sie bestehen aus einem Material in Bezug auf die
Zusammensetzung der Massen. Der Unterschied zwischen Mosaik- und Füllmasseplatten
liegt darin, dass die Füllmasseplatten
nur einfarbig und die Mosaikplatten mehrfarbig, also mit Musterungen
hergestellt werden. Die
mehrfarbigen Muster werden in einer Stärke von ca. 3 cm auf die
einfarbige Grundmasse vermittels Schablonen aufgelegt und
eingepresst. Gleichfalls wird auch die farbige Masse in der vorerwähnten
Weise auf die Grundmasse aufgelegt und eingepresst, während bei der
Füllmasseplatte die Färbung durch den ganzen Scherben geht. Mit
der Bezeichnung „Mosaikplatten" werden diese Plattensorten
deshalb belegt, weil sie „mosatk"-ähnlich hergestellt sind;
in Wirklichkeit stellen sie nur eine Imitation dar. Unter
„Mosaik" versteht man eine musivische Arbeit, eine malerische
Darstellung durch Aneinanderfiigen verschiedenfarbiger Körperchen
aus Stein oder Glas u. dergl. Die Mosaikplatte hat demzufolge eine
historische Bedeutung, denn sie ist altorientalischen Ursprungs, war
bei den Griechen und Römern sehr beliebt und wird heute noch von
den Italienern besonders gepflegt. Diese
Völker fertigten die Bodenbeläge vornehmlich in Kirchen und Palästen
etc. von kleinen farbigen und unregelmässigen Steinchen. Nicht nur
für Bodenbeläge, sondern zur Dekoration von Wandflächen wurde
diese Mosaik verwendet. Man findet an alten Domen und Kirchen diese
künstlerisch hergestellten Gruppen und Bilder an den Giebeln als
Aussendekoration wie auch für Ausschmückung des inneren Ausbaues.
Viele dieser erwähnten alten Baulichkeiten zeugen noch von dem
Kunstsinn dieser Völkerschaften und von vergangenen Zeiten. Auch in
dem vergangenen Jahrhunderte führte man vielfach bei kirchlichen
Gebäuden derartige Mosaikverkleidungen aus; wer sich dafür
interessiert, wird solche noch finden. Bedauerlicherweise
finden aber heute diese künstlerischen Schöpfungen nur noch
geringe Beachtung, zumal der Kunstsinn im Allgemeinen zurückgegangen
ist, teilweise ist er überhaupt nicht mehr zu finden. Die Verhältnisse
haben zu krasse Gegensätze angenommen. Man interessiert sich heute
für die Kunst nur noch wenig; der Kunstsinn, der schliesslich kaum
merklich noch zu finden ist, wird in kurzer Zeit möglicherweise
auch noch verschwinden. In
neuerer Zeit hat man sich für die Kleinmosaik wieder etwas mehr
interessiert durch die Schaffung der kleinen Steinchen (Plättchen). Die Mosaikplatte, die heute als edelstes
Material aller Bodenplattensorten in den Handel gebracht wird, wurde
erst gegen 1850 erfunden und sollte einen Ersatz für die kleinen
Steinchen bieten. Die Platten wurden mit der römischen Imitation
hergestellt, wie man sie heute noch in der Ausführung findet. Da
die Mosaikplatten ihren Ursprung in Mettlach haben, so werden heute
noch alle derartigen Plattenfabrikate als Mettlacher Platten
bezeichnet. Die Bezeichnung „Mettlacher Platte" hat indes in
Bezug auf die Qualität der Platten nichts zu bedeuten. Es
existieren heute Fabrikate, die den Mettlacher Platten nicht nur
gleichkommen in Qualität, sondern dieselben schon überflügelt
haben. Die
Käufer wie die Baufachleute lassen sich durch die Bezeichnung
„Mettlacher Platten" nicht selten direkt düpieren. Sie
glauben nur dann ein gutes Material zu bekommen, wenn diese
Bezeichnung der Offerte etc. beigesetzt ist. Der gewandte Fachmann,
der über genügende Fachkenntnisse betr. der Güte der
Plattenmaterialien, die auf den Markt gebracht werden, verfügt,
wird indes dieser Bezeichnung keinen besonderen Wert beilegen. Umfangreiche Kenntnisse hinsichtlich der
vielen Fabrikate muss sich jeder Ausführender von Plattenarbeiten
sammeln, damit er auch in der Lage ist, die Vor- und Nachteile
dieses und jenes Materials zu erkennen. Für den Laien oder
denjenigen, dem die Fabrikation unbekannt ist, gibt es Unterschiede
bei den vielen Platten, die in den Handel gebracht werden, in Bezug
auf ihre Beschaffenheiten wohl kaum, er ist nicht in der Lage, die
Fabrikate nach der Qualität zu taxieren. Dass diese Tatsachen
vorhanden sind, das beweisen ja zur Genüge die vorstehenden
Bemerkungen betreffs der Plattenbezeichnung. Verlegen
der Bodenplatten. Das Verlegen der Bodenplatten gleicht dem
Versetzen der Wandplatten nicht unwesentlich. Natürlich sind bei
Bodenbelägen wieder andere Punkte zu berücksichtigen und man hat
auch mit anderen Verhältnissen zu rechnen. Ein
guter Bodenbelag erfordert vor allen Dingen einen guten Unterboden.
Derselbe muss vollständig eben und waagerecht sein, damit der Belag
auch ordnungsmässig hergestellt werden kann. Dieser
Unterboden kann auf verschiedene Arten hergestellt werden und kommt
es dabei immer darauf an, auf welche Verhältnisse man Rücksicht zu
nehmen hat. Ein
Unterboden bei normalen Verhältnissen kann dadurch geschaffen
werden, dass der Boden bezw. die betreffende Fläche planiert und
festgestampft wird, wozu Kies und Ziegelschotter mit Kalkmörtel
verwendet werden kann. Für
Räume, die weder der Witterung noch Nässe ausgesetzt sind, kann
noch eine einfachere und billigere Art von Unterboden geschaffen
werden. Dieselbe kann aus 3-4 cm hoher festgestampfter Sandbettung
bestehen. Bei
Belägen im Freien, auf Balkons, Veranden etc. ist ein Unterboden,
bestehend aus einer Ziegelschicht mit einer Beton- oder
Asphaltauflage unbedingt nötig, damit ein Durchgefrieren von unten
herauf nicht stattfinden kann. Sind die Platten auf Holzboden zu verlegen, so
ist ein Zement-Estrich erforderlich, wobei das Holz vorher mit Blei
oder Dachpappe zu isolieren ist. Das
Mischungsverhältnis des Bindematerials ist beim Verlegen von
Bodenplatten genau dasselbe wie beim Versetzen der Wandplatten. Die
Angaben, die häufig besonders von Seiten der Werke gemacht werden,
sind in der Praxis nicht massgebend, weil sie nur einseitig sind.
Das Zusammensetzen des Bindematerials hat also nach den jeweiligen
Verhältnissen zu geschehen, aber nicht nach einer Schablone. Zum
Verlegen der Bodenplatten liefern die Werke oder die Plattengeschäfte
ebenfalls wie bei Wandplatten Legepläne mit genauer Einteilung der
Musterung und Angabe der Teilplatten. Bei
Bestellung von Platten ist daher zu empfehlen, dem Lieferanten
genaue Massskizzen der zu belegenden Flächen einzusenden, weil man
dadurch ein Uebrigbleiben von Resten, wie auch den Verhau erspart.
Das Zuhauen der Bodenplatten geschieht ebenfalls wie bei den
Wandplatten, jedoch ist es viel schwieriger infolge der grösseren Härte
der Platten. Vor
Beginn des Legens muss sich der Leger die Platten für die Fläche,
die er zuerst vornimmt, zurecht legen, damit er sie nur wegnehmen
braucht und nicht durch Aussuchen der Platten in seiner Arbeit
aufgehalten wird. Sodann
zeichnet er durch Spannen einer Schnur die Mittellinie an und legt
erst eine Plattenreihe lose auf. Hat er die genaue Einteilung
ermittelt, so kann er mit dem Legen beginnen. Das
Bindematerial wird erst beim Anlegen jeder Platte aufgetragen, da es
erhärten würde, wenn man dasselbe gleich für mehrere Platten
auftragen würde. Die Auflage des Bindematerials genügt bei
normalen Verhältnissen in einer Stärke von 2-3 cm. Ist eine grössere Fläche verlegt, so werden
die Fugen von Sand und Staub gereinigt und mit Zementmilch
ausgegossen, wobei man diese mit •einem Besen über die ganze Fläche
verbreitet und in die Fugen wieder einkehrt. Bei
Achteckplatten müssen die Einlagen sogleich mit den Platten verlegt
werden. Eine
besondere Sorgfalt bedarf das Verlegen der Kleinmosaik. Diese werden
vom Werk auf Papier aufgeklebt, (mit dem Papier natürlich nach
oben) geliefert. Diese Tafeln sind in Grösse genau wie sie für die
jeweiligen Flächen gebraucht werden, eingeteilt und entsprechend
bezeichnet. Das Verlegen dieser Kleinmosaik ist keineswegs einfach,
es kann im Gegenteil nur von geübten Legern ausgeführt werden. Das
Papier wird nach Fertigstellung des Belages durch Abwaschen
entfernt. Der
Zement, der bei dem Ausgiessen der Fugen an dem Belag haftet, muss
sofort beseitigt werden, damit er nicht erhärtet, weil er sich in
dem Falle nur schwer entfernen lässt. Diese Reinigung geschieht
durch Aufstreuen von Sand und Abreiben mit einem Besen. Die Fugen müssen
jedoch dabei geschont werden. Vor
6-8 Tagen darf der Belag nicht betreten werden. Ist dieses jedoch
nicht zu umgehen, so ist er durch eine Auflage von Sägespänen und
Abdeckung mit Brettern zu schützen. Ist
der Belag vollständig ausgetrocknet, so erfolgt die gründliche
Reinigung desselben, was wieder nach allen möglichen, guten und
schlechten Methoden erfolgt. Im Allgemeinen geschieht die Reinigung des
Belages mit einer Mischung von Salzsäure und Wasser. Dieselbe ist
jedoch verschieden, hier setzt man dem Wasser mehr, dort wieder
weniger Salzsäure zu. Zuviel Salzsäure schadet dem Belag in jedem
Fall, weil sie den Mörtel in den Fugen angreift und einen grauen
Niederschlag auf den Platten erzeugt. Man bedient sich der Salzsäure
daher am besten in geringen Mengen, etwa im Verhältnis von l : 9,
also 1 Teil Salzsäure und 9 Teile Wasser. Sofern
der Belag durch das einmalige Absäuern noch nicht sauber sein
sollte, muss das Verfahren wiederholt werden. Am
besten geschieht die Reinigung des Belages in folgender Weise: Man
bestreicht die Flächen mit schwarzer Seife und lässt dieselbe
mehrere Stunden darauf einwirken. Sodann scheuert man die Flächen
mit warmem Wasser und Sand vermittels einer Wurzelbürste ab, spült
tüchtig nach und trocknet gehörig ab. Genügt eine einmalige
Reinigung nicht, so muss dieses wiederholt werden. Bezüglich
des Reinigens des Bodens sind noch verschiedene wichtige Punkte zu
beachten. Wie
die Salzsäure Metall angreift und Rostflecken verursacht, so kann
Wasser ebenfalls den Metallteilen schädlich werden, die besonders
in Läden an den Regalen, an dem Ladentisch etc. zu finden sind. Die
aus Metall bestehenden oder mit solchen versehenen Gerätschaften müssen
natürlich vor der Salzsäure wie auch vor dem Wasser genügend
geschützt werden. Kommt die Säure in Frage, so müssen die
betreffenden Teile
entweder mit Lappen umwickelt oder mit Fett oder Vaseline
eingerieben werden. Der Boden ist in jedem Fall genügend
abzutrocknen, damit nicht irgend an einer Stelle Nässe zurückbleibt.
'Fabrikation von Wandfliesen in den 50er Jahren des 20.
Jahrhunderts'
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||